Aluminum die casting forces molten aluminum into a hardened die or steel mold under high pressure. The die opens, the part ejects, and you get near-net-shape components. These are consistent for scale production, especially when geometry is complex, and unit cost must drop quickly.
Die casting is older than most people think. Early versions appeared in the 19th century, driven by the need to produce small, repeatable metal parts quickly, especially for printing and industrial hardware. As tooling steels, machining accuracy, and press technology improved, die casting evolved from making simple parts to consistently producing complex ones.
Aluminum die casting became practical with cold-chamber machines and better temperature control, allowing aluminum’s higher melting point without damaging equipment. This advancement matters because aluminum is lightweight, can cast intricate geometry, and, with the right design and injection profile, can be produced with tight repeatability at scale.
What are the advantages of aluminum die casting?
You’ll see plenty of claims online. Here’s the core takeaway for buyers like procurement specialists and engineers. Before diving in, here are the top three reasons businesses choose aluminum die casting: lightweight yet durable structures, excellent thermal and electrical performance, and high production repeatability. Compared to sand casting, aluminum die casting offers better repeatability and surface finish, especially for complex geometries. Sand casting works for larger or less intricate parts, but cannot match the precision and unit-cost efficiency at scale. Let’s explore these strengths in detail and see why this method stays in high demand.
Lightweight, without being fragile
Aluminum cuts weight compared with steel and many irons. In automotive and agricultural machinery, this means easier handling, lower inertia, and less strain on connected structures.
Excellent strength-to-weight ratio
Die-cast aluminum is not stronger than everything. It is strong enough for many structural and semi-structural parts when the design supports load paths with ribs, gussets, fillets, and correct wall thickness transitions. When we review customer drawings, the biggest performance gains usually come from geometry, not just picking a stronger alloy, and electrical performance
Aluminum conducts heat well, which is why die-cast housings are common for motors, gear systems, and enclosures that require passive heat dissipation. For electrical parts, aluminum offers a good balance of conductivity and manufacturability, depending on design and finish requirements.
High corrosion resistance
Aluminum forms a natural oxide layer. With the right alloy and surface finishing, it holds up well in outdoor and harsh-use environments, common in agriculture and construction applications.
This is where die casting earnsThis is where die casting proves its value. Once the die is set up, you can hold stable dimensions across large runs. That matters when parts must assemble without hand fitting, rework, or shims on the customer’s line. Aluminum is one of the more recyclable industrial materials. In practice, what matters is how the supply chain manages scrap loops and alloy control. But from a sustainability standpoint, aluminum’s recyclability is a real advantage when customers care about lifecycle impact and material recovery.

Aluminum die casting process
Most supplier issues are not about whether they can die-cast, but about whether they understand the process controls that keep parts stable across volume. This is the section engineers read, and where weak vendors get exposed. To ensure you partner with a capable supplier, consider these key questions: How do they monitor temperature stability? What systems control porosity? Can they show how they achieve consistent cycle times? How do they handle quality checks for critical features or surfaces? The answers can help you make informed sourcing decisions. Types
Hot chamber die casting.
Hot-chamber die casting is typically used for lower-melting-point metals such as zinc. Aluminum is not a hot-chamber candidate because it attacks submerged components and runs at higher temperatures.
For aluminum parts (especially automotive-grade), assume a cold chamber unless someone proves otherwise.
Mold preparation (die setup)
The die or steel mold is mounted, aligned, and brought to operating temperature. This is not a simple process.
– Designing venting and overflow: Trapped air cannot simply be removed from a part.
What experienced shops pay attention to here:
- die temperature stability (thermal balance is everything)
- release agent control (too much can cause surface defects; too little can cause sticking)
- venting and overflow design (you can’t inspect the quality of a part if air is trapped in it)
A practical reality: many “mystery defects” you see later—blisters after coating, random porosity near sealing surfaces—often trace back to die condition and venting, not the alloy.
Melting aluminum ingots
Aluminum is melted and held within a controlled temperature range. The goal is not to go as hot as possible, but to maintain stable melt temperature, controlled dwell time, and clean handling.
In real production, common problems come from:
- inconsistent melt temperature (leads to fill issues or excessive turbulence)
- contaminated melt handling (introduces inclusions)
- sloppy control of returns/scrap without alloy discipline (drifts properties run-to-run)
Molten metal injection
This is the heart of die casting, where the process can turn into either consistent parts or expensive headaches.
In high-pressure injection, the plunger accelerates the molten metal through the gating system into the die cavity. The injection profile matters because it determines:
- whether the cavity fills fully before freezing
- how much air gets trapped (porosity risk)
- how the metal flows around features (cold shuts, misruns)
- whether thin ribs and bosses fill cleanly
Experienced die casters tune shot speed and intensification pressure to the geometry, not to a generic one-size-fits-all setting. Watch where porosity tends to form (thicker sections, last-to-fill zones, around sharp transitions) and adjust gating/overflow strategy accordingly.
- They plan critical surfaces (such as sealing faces, bearing seats, and threaded interfaces) so they’re either designed to avoid porosity-prone zones or left with a machining allowance.
If your part has sealing requirements (common in pumps, gear housings, and hydraulic-adjacent parts), this is the point at which your supplier should discuss leak risk before you pay for tooling.

Cooling and solidification
Cooling isn’t just waiting. The die’s thermal balance controls shrinkage behavior, distortion, and internal structure.
In practice, what matters:
- consistent cycle time (random dwell time = random distortion)
- controlled cooling paths (especially on asymmetric parts)
- avoiding “hot spots” that create shrink porosity
If your supplier can’t explain how they maintain die temperature stability across a long run, expect variation.
Mold opening and part ejection
The die opens, and ejector pins push the casting out. Ejection marks, pin witness points, and part handling all matter if the surface will be visible or coated.
A common sourcing trap: buyers approve a pretty first sample, then later runs show handling marks or ejection-related blemishes because the shop never controlled post-ejection handling.
Trimming and finishing machining
After eAfter ejection, the part has runners, gates, and flash that need to be removed. Many projects lose margin here because the original design assumed die casting required no machining. Good project plans identify where CNC machining is needed and where it’s not.
Two practical rules we use when reviewing prints:
- Critical fits and sealing faces usually need machining.
Die casting can be very consistent, but if a surface must mate perfectly, seal reliably, or align a bearing, machining is often the safer path. - Design for machining access.
If you hide a critical bore behind ribs and walls with no tool access, you end up with awkward setups, higher scrap risk, and longer cycle times.
Pattern-making in die casting, including tooling design, gating, and understanding how metal will flow, is not optional. A shop that treats tooling as nothing more than cutting steel from a CAD file will delay your schedule.
- dimensional checks on critical features (CMM or appropriate gauges)
- visual standards for surface defects
- porosity control strategy (especially if plating, coating, or sealing is involved)
- process stability checks during production, not only at the first article
If you care about reliability in real use, especially in agriculture, ask your supplier what they do when they see drift mid-run. The wrong answer is to only re-check at the end.

Aluminum die casting materials
Choosing aluminum is not the same as choosing an alloy. Alloy selection affects corrosion behavior, strength, castability, and how well the part takes finishing. When selecting an alloy, consider the environmental conditions, required strength, thermal properties, and finishing needs. Key factors for alloy selection include:
– Corrosion resistance: Choose alloys with higher resistance if the part will be used in harsh or outdoor environments.
– Strength requirements: Match the alloy strength to the part’s mechanical demands, considering potential stress and load.
– Castability: Ensure the selected alloy is compatible with the desired complexity and detail of the casting. Some alloys fill molds better than others.
– Thermal and electrical conductivity: Important for parts involved in heating, cooling, or electrical applications.
– Finishing requirements: If the part requires specific coatings or finishes, verify that the alloy takes the finish well to avoid issues like peeling or poor adhesion.
Common aluminum alloys
Here are the ones buyers run into constantly:
- A380
- A360
- B390
- A413
These are not just labels; they represent tradeoffs between castability, strength, wear resistance, and pressure tightness.
Performance and applications of each alloy
A380 (workhorse choice)
Used widely because it casts well and balances mechanical properties with manufacturability. Common for housings, brackets, covers—especially when production volume matters, and the geometry is complex.
A360 (often chosen for better corrosion resistance / ductility)
A360 is chosen when you need better corrosion performance or a different mechanical behavior than A380. It can be less forgiving in casting, so your supplier should confirm manufacturability early.
B390 (wear resistance focus)
B390 is used when abrasion and wear are a priority, such as in automotive applications where surface durability matters. It is more challenging to cast and machine, so it is not a casual pick.
A413 (good fluidity; often used where pressure tightness matters)
A413 is often discussed when fill behavior and pressure-tightness are important. The real question isn’t “is A413 good?” but “does this part’s geometry and sealing requirement justify it, and can the supplier control porosity?”
A blunt truth: most alloy arguments are really process control arguments in disguise. A “perfect alloy” can still produce leaky castings if injection, venting, and solidification aren’t controlled.

Comparison with sand casting and permanent mold casting
Buyers usually don’t ask this because they love manufacturing theory. They ask because they’re trying to avoid a bad process choice that costs them months.
Die casting vs. sand casting
- Speed & volume: Die casting wins for production volume. Sand casting is slower and often better for lower volumes or large, heavy sections.
- Surface & repeatability: Die casting is typically more consistent with a better surface finish.
- Design constraints: Sand casting can tolerate thicker sections and larger parts; die casting favors controlled wall thickness and good flow design.
- Cost structure: Die casting has a higher upfront tooling cost, but a lower unit cost at volume.
Die casting vs. permanent mold casting (gravity casting)
Permanent mold (gravity) can offer good properties and is useful in certain applications. Compared with high-pressure die casting:
- Cycle time: High-pressure die casting is usually faster.
- Complexity: Die casting handles intricate features more efficiently.
- Porosity profile: Both pose risks; the risk types differ. Die casting needs serious attention to gas entrapment and last-to-fill areas, especially if you’re coating or sealing.
If you’re in automotive or agriculture and you’re aiming for stable, repeatable parts at scale, aluminum die casting is often the pragmatic choice—assuming your design and supplier capability match. To optimize for die casting, consider these design best practices: Ensure uniform wall thicknesses to minimize the potential for defects and variations. Implement appropriate draft angles to facilitate easy removal of the cast part from the die. Plan for generous radii at corners to reduce stress concentrations and improve material flow. Keep your design simple and avoid features that require complex tooling, which can increase costs and production times. By considering these factors, engineers can significantly reduce manufacturability issues and make the most out of aluminum die casting’s potential.
Applications of die casting
Your outline lists broad industries, so here’s the buyer-relevant version—with emphasis on where aluminum die casting shows up in real sourcing.
Agricultural machinery
Agriculture is tough on parts: vibration, dust, impacts, temperature swings, outdoor storage, and inconsistent maintenance. Die-cast housings and brackets are common because they are cost-effective at volume and can integrate mounting features, ribs, and cable routing into one piece.
Electrical parts
Enclosures, covers, heat-dissipating bodies—especially where thermal management matters and you want fewer assembled components.
Industrial machinery
Covers, housings, structural brackets, gearbox-related components—often paired with CNC machining on interfaces that matter.
Medical and healthcare
When used here, the deciding factors are typically consistency, documentation discipline, and finishing requirements—not just the casting itself.
Construction and building-related hardware
Outdoor and semi-exposed components that benefit from corrosion resistance and stable production quality.
FAQ
Is aluminium die casting safe?
Yes—when “safe” is defined correctly.
From a user standpoint, aluminum die-cast parts are safe in most industrial applications. The real safety and reliability risks usually come from:
- porosity in pressure-containing or sealing parts (leaks, failures in service)
- poor surface finishing choices (coating adhesion issues, corrosion under-film)
- wrong alloy/process match (brittleness where ductility is needed, distortion affecting assembly)
If your part will be coated, plated, or anodized, the supplier should proactively discuss porosity control and finish compatibility. For field equipment (especially in agriculture), the more important question isn’t “safe,” it’s “will it survive abuse without becoming a warranty problem?”
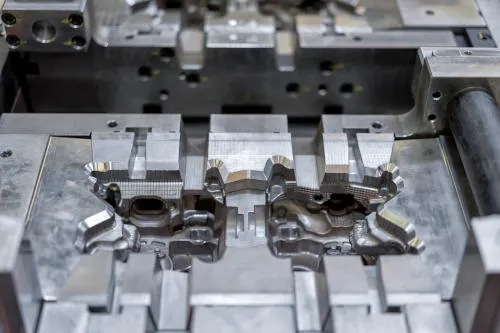
What is an aluminium die?
In die casting terms, an aluminium die typically refers to the die as a tool used to cast aluminum parts—though technically the die itself is usually a hardened steel tool, not aluminum.
So, in plain sourcing language:
- The die is the precision steel mold that forms the part.
- Aluminum is cast into that die as molten metal under high pressure.
If a supplier confuses this terminology, it’s not fatal—but it’s a small signal about how deeply they understand the process.