Sand casting is a cost-effective way to produce durable metal parts. Its adaptable, low-cost molds support many alloys and industries, including agriculture, construction, pumps, valves, industrial machinery, and infrastructure components.
This article explains sand casting, outlines its core process elements and primary methods, and discusses key tradeoffs to consider when selecting it for production.
What Is Sand Casting
Sand casting is a metal casting process where molten metal is poured into a sand mold formed around a pattern, allowed to solidify, and then the mold is broken to remove the finished casting. It is used worldwide because it can produce large, complex shapes, works with many metal alloys, and keeps tooling costs low compared with permanent-mold processes.
Sand casting is one of the oldest manufacturing methods still in use. Early foundries discovered that packed sand could reliably form cavities for molten metal, enabling repeatable production. Over time, the process evolved from manual molds to automated molding lines with controlled sand properties, engineered gating, and consistent inspection. Modern foundries use automated sand conditioning systems to maintain optimal sand consistency, combining traditional techniques with the precision and efficiency needed in manufacturing today.
Sand casting is often preferred for parts that are large, thick, or cost-sensitive, as long as its limitations in surface finish, dimensional control, and defect risk are understood. When selecting a manufacturing process, compare sand casting with alternatives such as die casting and investment casting. Consider factors like surface finish, production volume, and geometric complexity. Sand casting suits larger, complex parts where cost efficiency matters more than precision. For applications needing fine surface finish and tight tolerances, investment casting or other methods may be better. Evaluating these factors helps engineers select the best process for their project.
Sand Casting Tooling and Core Elements
Pattern
The pattern is the positive shape that forms the mold cavity. It may be made from wood, plastic, resin, or metal, depending on production volume and required stability. Pattern design includes draft angles for release, an alloy shrinkage allowance, a machining allowance for surfaces requiring finishing, and a 10-mm designed wall thickness. If the alloy has a 2% shrinkage rate, you’d increase the pattern’s dimensions by 0.2 mm (10 mm × 0.02) to account for it. Additionally, if the machining allowance is 1 mm for a precise finish, you’d add another 1 mm to the pattern dimension, resulting in an overall increase of 1.2 mm to ensure the final casting meets the specified dimensions.
Mold
The mold is typically made from silica sand and a binder, such as clay and water in green sand or resin in no-bake systems. It is usually divided into two halves, the cope (top) and drag (bottom), to allow clean pattern removal.
Gating and feeding features
The sprue, runner, and ingates direct metal into the cavity, while risers (feeders) provide extra metal during solidification to minimize shrinkage voids. These features are essential for quality castings.
Molten metal
Metal temperature, cleanliness (slag/oxide control), and pouring stability matter. In foundry conditions, many defects trace back to metal handling: excessive turbulence, poor slag removal, or inconsistent temperature.
On modern molding lines, the general kinematics—the controlled motion of flask handling, cope/drag separation, mold closing, pouring movement, and shakeout conveying—affects repeatability. Reasonable mechanical control reduces mold damage, misalignment, and vibration-driven sand erosion, which can manifest as inclusions or surface defects. For example, some foundries have reported a 20% reduction in scrap and a 15% increase in production efficiency after installing automated flask handling systems. Such statistics highlight the significant impact that precision in general kinematics has on overall quality and cost-effectiveness in sand casting operations.

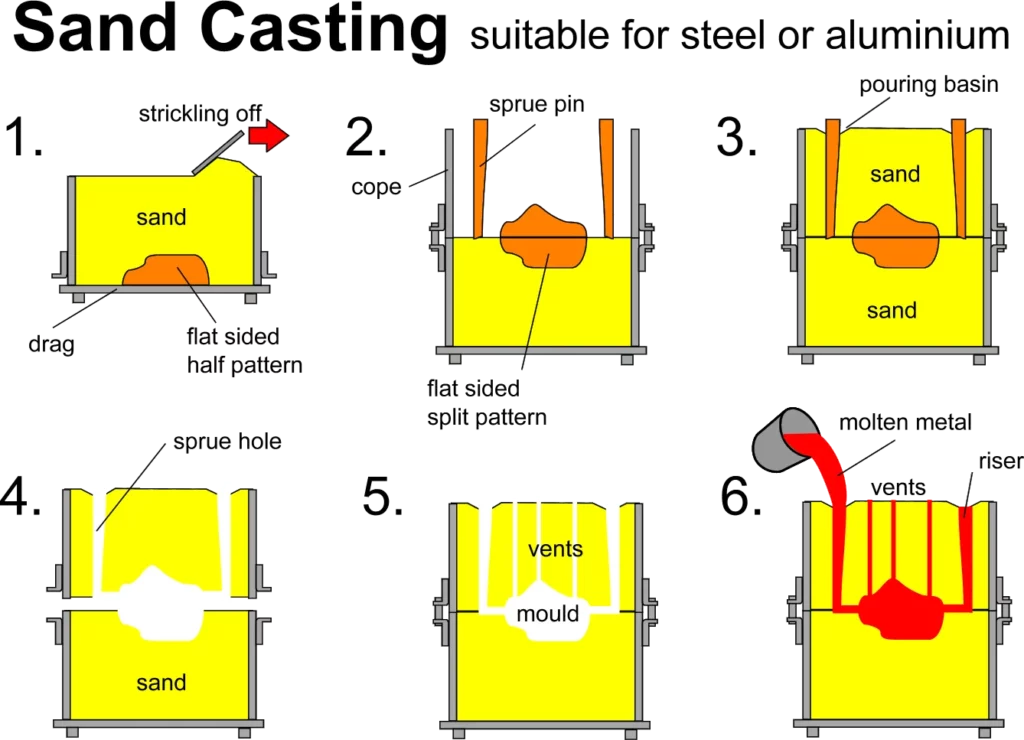
Sand Casting Process Overview
Below is the practical process logic that most foundries follow, from mold preparation to shakeout. The exact details vary by sand system and part geometry, but the sequence is remarkably consistent.
- Position the mold pattern within the sand.
The pattern is placed in the flask, and sand is packed around it. Compaction relies on the operator’s judgment and tactile feedback. Properly packed sand should feel firm yet slightly resilient, indicating close grain contact without excessive compression. Insufficient compaction can cause erosion and scabs. Excessive compaction reduces permeability and traps gas. - Establish the gating system.
Sprue, runners, and ingates are formed using pattern features or by cutting into the sand. Gate location is critical because it determines fill direction, turbulence, and oxide distribution. - Position the cope and sprues and complete the fill setup
The cope is prepared and aligned with the drag. Alignment features such as pins and bushings are essential, as even minor misalignment can cause parting-line steps that lead to machining or leakage problems. - Extract the mold pattern.
The pattern is carefully withdrawn to preserve the cavity. Draft angles and surface finish on the pattern help protect cavity edges from damage. - Vent the cope, reassemble the flask, and prepare for filling.
Venting allows gas to escape as metal enters. Cores, if required, are set at this stage. Improper core setting can cause uneven walls, blocked passages, or dimensional failures, resulting in scrap. - Introduce molten metal into the mold cavity.
Metal is poured through the sprue. Pouring too quickly increases turbulence, leading to oxide formation and sand wash. Pouring too slowly can cause misruns and cold shuts. Most foundries manage this through established pouring practices, ladle design, and timing discipline. - Allow sufficient time for the metal to cool.
Solidification rates vary. Thick sections cool more slowly and may shrink. Risers, chills, and directional solidification planning are essential to address this. For example, thick valve bodies or pump housings may appear sound externally but can develop internal shrinkage if feeding is insufficient. - Crack open the mold to extract the metal casting.
After solidification, the mold is broken during shakeout. Sand is reclaimed when possible. The casting is then cleaned by removing gates and risers, shot blasted, and often machined on critical surfaces and holes.
In practice, complaints about excessive machining on sand cast parts often result from designs that specify tight tolerances on surfaces that should have been designated as machined features. For example, adding a 2 mm machining allowance can increase costs due to extra machining time. Each additional millimeter of stock can add several hours to the process, resulting in significant operational and financial impacts. These allowances can result in substantial additional manufacturing expenses, depending on part complexity and volume.
To optimize parts for sand casting and control costs, use the following design practices:
1. Clearly specify which surfaces require machining to avoid unnecessary tight tolerances.
2. Simplify part geometry to minimize shapes that could complicate the casting process.
3. Design a uniform wall thickness to reduce defects associated with inconsistent cooling rates.
4. Incorporate appropriate draft angles to aid in the removal of the pattern from the mold.
5. Plan for machining allowances, especially on critical surfaces, to ensure the final product meets quality standards without extra machining.
6. Avoid undercuts and other features that would require complex core arrangements, which could increase the risk of defects.
Advantages and Limitations of Sand Casting
Sand casting remains popular because of its structural advantages.
Advantages
- Broad production flexibility: Suitable for prototypes, small batches, and medium production when tooling cost must be controlled.
- Cost effectiveness: Tooling (patterns/core boxes) is usually less expensive than metal dies, especially for large parts.
- Alloy versatility: Works with iron, steel, aluminum alloys, and many copper-based alloys.
- Scale and geometry freedom: Capable of large, complex shapes that would be impractical in many permanent-mold processes.
- Fast iteration at the tooling level: Pattern modifications are often easier than die rework when design changes occur early. For example, a recent project achieved a 30% reduction in tooling costs by leveraging this advantage, demonstrating the potential savings from strategic sand casting.
Limitations
- Surface finish constraints: Sand molds typically yield rougher surfaces than die casting or investment casting, which can increase cleaning and machining needs.
- Cooling rate control is less precise: Compared with metal dies, sand has lower thermal conductivity, so microstructure and properties can vary more across thick and thin sections.
- Internal cavity complexity can be challenging: Deep passages and tight internal geometry rely on cores, which introduce risk of shift, breakage, or gas-related defects.
- Labor/automation dependence: Without reasonable process control or automation, results depend heavily on skilled operators.
- Not ideal for high-volume, tight-tolerance mass production: If you need remarkably consistent dimensions and low unit cost at high volume, other processes may be more competitive.
Major Sand Casting Methods
Various sand systems exist because sand casting uses multiple technologies. The binder system and molding method affect accuracy, surface finish, and production stability.
Green Sand Casting
Green sand uses clay and water as a binder. It is widely used for its low material cost and productivity, especially on automated lines, and performs well for many iron castings and general-purpose parts. Moisture control is critical; excess water increases gas defects, while too little water reduces strength. Foundries can use control charts to track green sand moisture against defect rates, enabling continuous improvement through statistical process control.
Cold Setting / No Bake
No-bake molds use chemical binders that cure at room temperature. This method is common for large castings and lower-volume work where mold strength and dimensional stability are important. It typically provides better accuracy than bare green sand, but the cost of binder and the complexity of sand reclamation increase.
Shell Molding
Shell molding uses resin-coated sand to form a thin, rigid shell around the pattern, then supports it. It often produces a better surface finish and tighter tolerances than standard sand molds, thereby reducing machining time. It is often selected when the buyer wants sand-casting economics but closer to precision.
Dry Sand
Dry sand molds are baked or dried to increase strength and reduce moisture-related gas. This improves stability for some alloys or geometries but adds time and energy costs.
Resin Sand
Resin-bonded sand systems, including variations beyond shell molding, improve strength, edge definition, and consistency. They are common in engineered castings where surface quality and dimensional stability matter more than minimal sand cost.
Sodium Silicate or Water Glass
Sodium silicate systems can be hardened by CO₂ gassing or other curing methods. They can provide strong molds/cores and are used in some applications, though reclaim and collapsibility can be challenging depending on the exact formulation.

Metals Commonly Used in Sand Casting
Sand casting can handle a wide range of alloys because the mold is disposable and not subject to die erosion, unlike permanent tooling. Common examples include:
- Gray iron and ductile iron: Sand casting often accommodates a wide range of alloys because the disposable mold is not subject to die erosion, unlike permanent tooling.steel: Used when strength, impact resistance, or high-temperature capability is required—often with tighter quality control demands for porosity and cracking.
- Aluminum alloys: Used for lighter components; however, oxidation control and gating design become more sensitive because aluminum forms oxides readily in turbulent flow.
- Copper-based alloys (bronze/brass): Used for corrosion resistance, wear performance, and specific fluid-handling components.
When selecting alloys, prioritize service conditions such as load, corrosion, and temperature, then choose the casting method that can reliably produce the alloy at the required quality. Some alloys and geometries present challenges in sand casting. For example, while gray and ductile iron are common, highly reactive metals like titanium may be unsuitable because of their reactivity with sand or need for specialized handling. Intricate, thin-walled geometries can also be problematic, as maintaining dimensional control is difficult and may lead to defects such as misruns or warping. Identifying these limitations early helps engineers avoid costly trial-and-error during production.
Typical Industries and Applications
Sand casting shows up wherever parts are bulky, structurally functional, and not defined by ultra-fine cosmetic requirements.
Common industries include:
- Agriculture Sand casting is used for parts that are bulky, structurally functional, and do not require ultra-fine cosmetic finishes. uid systems: Valve bodies, pump casings, impellers (depending on alloy), and fittings—often followed by machining on sealing surfaces.
- Mining and heavy equipment: Wear-prone and thick-section components where scale matters.
- Industrial machinery: Machine bases, frames, covers, and gearbox housings.
- Power and infrastructure: Large enclosures, brackets, and support components.
A practical pattern seen in real projects: sand casting is often selected as the first workable manufacturing route, and then upgraded to shell molding, no-bake, or investment casting only if tolerance, finish, or defect limits require it.
Durability and Service Life of Sand Cast Products
Durability depends on design, alloy selection, solidification quality, and post-processing, not just on the sand casting method.
- Alloy selection and heat treatment are primary factors in long-term performance. For example, a ductile iron casting designed for shock loads will outperform a poorly specified gray iron part of the same geometry, regardless of mold quality.
- Section thickness and feeding design affect internal soundness. Thick sections without adequate risers may conceal shrinkage cavities that can later cause fatigue cracks.
- Surface condition and machining strategy are essential in assemblies. Sand-cast sealing faces, bearing bores, and threaded areas are typically machined to control leak risk, alignment, and wear. Corrosion, abrasion, and thermal cycling can destroy a “strong” casting quickly if the alloy is mismatched.
In many industrial applications, such as pump housings, valve bodies, and machine bases, sand-cast parts can last for years or decades if the alloy is specified correctly and defects are controlled. However, parts with thin ribs, long flow paths, or high cosmetic requirements may have higher lifecycle costs due to rework, machining, and potential field failures.
FAQ
What are the primary applications of sand casting?
Sand casting is primarily used to produce metal components where size flexibility, tooling economy, and alloy versatility are more critical than ultra-fine surface finish. Typical uses include housings, bases, brackets, pump and valve bodies, and heavy machinery components—often with secondary machining on critical interfaces.
What is the typical service life of sand-cast products?
Service life varies widely. In stable industrial service (moderate load, proper corrosion control, correct alloy), sand cast components can last many years. For high-stress fatigue applications, lifetime depends on internal soundness (shrinkage/porosity control), design stress concentration, and post-processing such as machining and heat treatment.
Does the durability of sand-cast products vary depending on the type of metal used?
Yes. Different metals and alloys have fundamentally different strengths, toughness, wear resistance, and corrosion behavior. A steel casting may be chosen for impact and strength; ductile iron for toughness with good castability; aluminum for weight reduction; bronze for corrosion and bearing behavior. The “right” choice is the one that matches the part’s real service conditions—and then the sand casting route must be engineered to produce that alloy with controlled defects.