Manufacturers often face challenges like rejected parts from dimensional drift, production delays from frequent tool changes, and increased scrap costs. These issues are critical when tight deadlines and high volumes of small precision components are needed. Hot chamber die casting addresses these challenges. This high-pressure process enables fast, repeatable production of precision metal parts, mainly using low-melting-point alloys like zinc and magnesium. In this method, molten metal is kept in an integrated furnace and injected directly into a die cavity, ensuring rapid solidification and consistent dimensional accuracy.
This article explains hot chamber die casting, detailing the injection cycle from molten metal to finished components and the functions of key machine parts. We also discuss advantages, limitations, suitable materials, typical applications, and compare hot chamber with cold chamber die casting. Throughout, we provide tips for process optimization and conclude with an FAQ, including factors affecting machine pricing.
What Is Hot Chamber Die Casting?
Hot chamber die casting is a high-pressure process for producing large quantities of precision metal parts, most often in zinc and, sometimes, in magnesium. The term “hot chamber” refers to the injection system, which operates in direct contact with molten metal, drawing it from an integrated furnace and injecting it into a die cavity under controlled pressure and speed.
This built-in molten metal feed is the main difference from cold chamber die casting. By eliminating ladling into a separate shot sleeve, hot chamber systems reduce heat loss and handling steps. This supports shorter cycle times and stable repeatability once the die reaches thermal balance. The result is a process well-suited to metal components that need consistent dimensions, clean surface finish, and fine details, as long as the alloy choice and part requirements fit the method’s limits.
Hot Chamber Die Casting Process
Hot chamber die casting appears straightforward: metal goes in, parts come out. However, its reliability depends on precise control of several key stages repeated thousands or millions of times.
Molten Metal Feeding (Furnace / Holding Pot)
Molten metal is kept at a controlled temperature inside a furnace or holding pot. The stability of this melt is important: temperature drift, oxidation (dross), and contamination can later cause cosmetic defects, porosity, or inconsistent fill.
A common shop-floor reality: zinc is forgiving, but it still punishes sloppy melt management. If the melt surface oxidizes heavily, more inclusions are carried into the die cavity. These are often not catastrophic, but enough to create rejection spikes on appearance-critical parts.
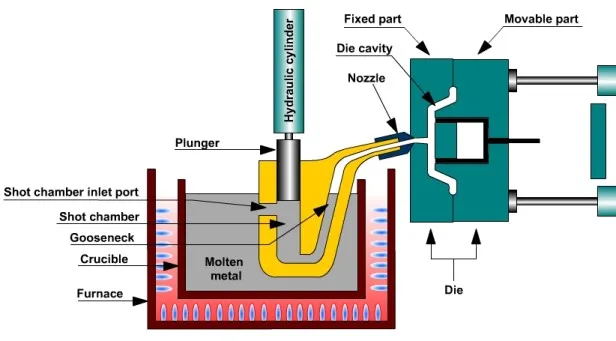
Injection Through the Gooseneck and Nozzle
A gooseneck (a submerged metal feed tube) sits in the molten metal. When the hydraulic plunger/piston moves, it forces molten metal up through the gooseneck and out through the nozzle into the die cavity.
This submerged feed is why hot chamber die casting is fast: there is no ladling step, no external shot sleeve to fill, and less heat loss between melt and injection. Modern hot chamber machines producing small zinc components often achieve cycle times as short as 10 to 20 seconds per shot. This means throughput rates of up to 150 to 300 shots per hour on a single machine, depending on part complexity and die design. For example, a typical shift can yield over 5,000 finished parts from one automated hot chamber cell, showing the speed advantage for high-volume production. However, real-world throughput is often limited by factors like die cooling time, part ejection speed, and trimming operations. For most applications, rapid cooling without thermal stress, efficient removal of castings from the die, and minimizing time for post-casting trimming are key to reaching top production rates. Identifying and addressing these bottlenecks early helps engineers maximize output and avoid slowdowns.
High-Pressure Filling and Intensification
Once the metal enters the die cavity, the machine maintains pressure briefly to compensate for shrinkage during solidification. This helps improve surface detail and dimensional consistency, especially on thin ribs, logos, texture, and snap features common in zinc parts. Typical pressures range from 5 to 35 MPa, depending on the metal and geometry features like size and contours.
Cooling, Solidification, and Ejection
The metal solidifies inside the die. Then the die opens, and ejector pins push the casting out. After ejection, trimming removes runners, gates, and flash. Depending on requirements, parts may undergo secondary operations such as tapping, drilling, polishing, plating, powder coating, or painting. ber Die Casting Machine Components
Hot Chamber Die Casting Machine Components
A hot chamber die casting machine is a system where thermal control, mechanical force, and die design must stay in balance. The most common core components are:
Furnace (Holding Pot)
The furnace keeps molten metal at a stable temperature and provides a continuous supply for injection. In hot chamber systems, the furnace is integrated with the machine, supporting high throughput but also requiring strict melt cleanliness and temperature control.
Gooseneck
The gooseneck is a submerged channel that directs molten metal from the holding pot toward the nozzle. Because it is continuously submerged in molten metal, it experiences thermal and chemical attack over time. Wear, erosion, or metal “pickup” can affect shot consistency and increase maintenance frequency.
Nozzle
The nozzle seals the injection system to the die. Poor nozzle seating or wear can cause leakage, unstable filling, or excessive flash, leading to increased scrap costs.
Hydraulic Plunger / Piston
The plunger or piston drives molten metal through the gooseneck into the die cavity. Consistent speed, pressure, and timing are essential, since inconsistencies can cause variable fill, porosity, and dimensional variation.
Die (Mold / Die Cavity)
The die is the precision tool that defines part geometry. It typically includes:
- the die cavity (the negative shape of the part),
- gating/runners (flow paths),
- vents/overflows (air evacuation and defect trapping),
- cooling channels (thermal control),
- and ejection mechanisms.
In production, proper venting and thermal balance within the die determine part stability. Two dies may appear similar, but one may operate smoothly while the other may exhibit persistent flashing, soldering issues, or cosmetic defects. Diagnosing these issues typically begins with checking the die temperature distribution and ensuring vents and overflows are correctly positioned and maintained. Uneven cooling or poor venting often causes flashing and soldering. For flash, confirm proper die clamping and inspect seal surfaces for wear or misalignment. Soldering issues may indicate excessive die temperature or insufficient die coatings. Monitoring these factors and making timely adjustments can restore process stability and reduce scrap rates.

Advantages and Limitations of Hot Chamber Die Casting
Advantages of Hot Chamber Die Casting
High precision and repeatability
Hot-chamber die casting is widely used for components that require consistent dimensions and fine surface details, particularly for zinc parts with thin walls, sharp edges, and small features.
Fast production cycle
Direct injection of molten metal from the furnace through the gooseneck enables much shorter cycles than processes requiring ladling or external shot preparation. This efficiency is a key reason hot chamber die casting is preferred for high-volume zinc applications.
Cost-effective at scale
At high production volumes, stable cycle times, multi-cavity dies, and reduced handling lower the cost per part, if the die is well-designed and the process is controlled—table alloys.
Compared to aluminum die casting, zinc hot chamber systems usually experience lower thermal stress on the die, which can result in longer die life. Actual die life depends on steel selection, cooling design, and maintenance practices.
Reduced material waste
Optimized die casting minimizes machining and produces near-net-shape parts. Stable automation and consistent shot behavior further reduce scrap, since hot chamber systems can maintain steady performance once correctly set up.
Capability for complex shapes
Hot chamber die casting accommodates thin ribs, bosses, undercuts with slides, and detailed textures. This makes it suitable for intricate housings, brackets, closures, and decorative metal parts.
Limitations of Hot Chamber Die Casting
Limited material choices
Hot chamber die casting is best suited for low-melting-point alloys such as zinc and magnesium. Continuous contact between molten metal and the injection system makes processing higher-melting alloys impractical.
Not suitable for small-batch production
Die casting requires precision tooling, and tooling cost usually needs volume to justify it. You can run low volumes, but it often isn’t economical compared with machining, sand casting, or investment casting.
Part size constraints
Hot chamber die casting is generally used for small to medium-sized components. Larger parts usually require cold chamber setups, often with aluminum, depending on material and machine capacity.
Porosity and trapped gas risk
As with other high-pressure die casting processes, trapped gas and shrinkage porosity can occur if venting, gating, or process settings are not optimized. This is especially important for parts needing pressure-tight performance or welding, where careful process control is essential.

Hot Chamber Die Casting Materials
Zinc
Zinc is the main metal used in hot chamber die casting. It offers good flow, captures fine details, and supports high productivity. Common applications include:
- miniature housings and covers,
- hardware and locks,
- brackets and structural small parts,
- decorative components that may later be plated.
Zinc is often chosen for applications needing a clean surface finish, tight repeatability, and consistent mass production, without the higher thermal load of aluminum processes.
Magnesium
Magnesium is valued for its low density and high strength-to-weight ratio, making it suitable for weight-sensitive designs. Hot chamber die casting with magnesium is possible, but requires:
- process control,
- oxidation management,
- and safety discipline.
In many factories, magnesium is considered a specialized capability rather than a standard option, since it needs stricter housekeeping, enhanced melt protection, and a more conservative operating approach.
Why Not Aluminum Alloys?
Aluminum is generally unsuitable for hot-chamber die casting because of its higher melting temperature and reactivity, which accelerate wear and chemical attack on submerged-injection components. The system is not designed for long exposure to molten aluminum. That’s why aluminum die casting is typically done using cold-chamberdie casting, where molten metal is ladled into a shot sleeve and injected without keeping the injection mechanism permanently immersed in the melt.
Hot Chamber Die Casting Applications
Hot chamber die casting is used for high-volume production of metal parts needing fine detail and consistent repeatability. Common applications include the automotive industry: small brackets, mechanisms, interior hardware components, and various zinc die-cast metal parts used in assemblies.
- Electronic device housings: covers, shields, and structural housings where dimensional stability and detailed features matter.
- Decorative products: plated zinc components, branded metal parts, trim pieces, and consumer-facing hardware.
- Aerospace and aviation (select cases): certain non-critical, weight-sensitive magnesium components may be produced by die casting when specifications and validation methods permit.
- Industrial machinery: small precision metal components, housings, and brackets where consistent fit and repeatability reduce assembly variation.
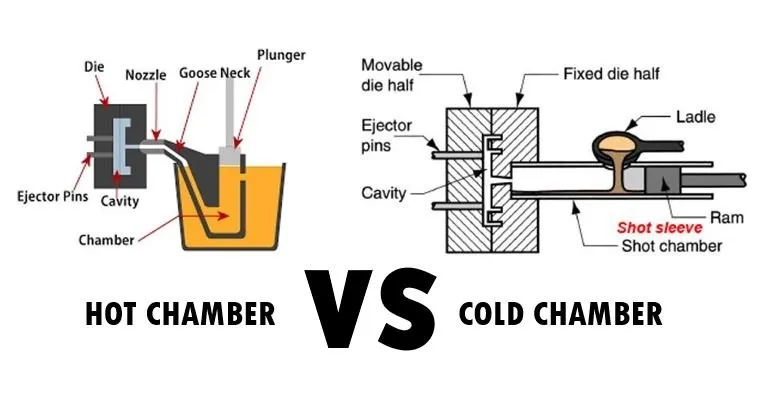
Hot Chamber vs. Cold Chamber Die Casting: A Practical Comparison
Below is a high-level comparison illustrating how these processes differ in practical production decisions:
| Furnace / Metal handling | Integrated furnace; direct molten metal feed | External melting; molten metal ladled into shot sleeve |
| Cycle time | Typically faster due to direct feed | Typically slower due to ladling and thermal losses |
| Suitable materials | Zinc, magnesium (low-melting alloys) | Aluminum, brass, higher-melting alloys |
| Safety measures | Standard die casting safety + alloy-specific controls (especially for magnesium) | Similar baseline safety; added handling steps for molten transfer |
| Investment (typical decision logic) | Strong ROI at high volume for zinc/magnesium parts | Often chosen for aluminum parts and larger castings despite longer cycles |
A common rule of thumb among engineers is:
- For zinc and high-volume production, hot chamber die casting is typically the preferred starting point.
- If it’s aluminum, the cold chamber is usually the default.
FAQ
How Much Does a Hot Chamber Die Casting Machine Cost?
Hot chamber die casting machine pricing varies widely, as the machine is only one part of the total investment. Key cost drivers include: higher clamp force generally increases machine cost and expands feasible part size and die complexity.
- Alloy focus (zinc vs. magnesium): Systems capable of processing magnesium may require additional controls and stricter design considerations.
- Automation level: Features such as robotic extraction, spraying, integrated trimming, and in-line inspection can significantly affect total investment.
- Die and tooling cost: Precision dies can represent a significant portion of the project investment and often have a greater impact on part quality than the machine itself.
- Quality and stability requirements: tighter dimensional needs, cosmetic requirements, and lower scrap targets often imply better control systems, better tooling, and more process development time.