
Precision Die Casting Services
Delivering tight tolerances, stable quality, and near-net-shape components for demanding industrial applications.

99.6%
Inspection Pass Rate
26
Years of Experience
ISO
ISO 9001:2015 Certified
100%
In-House Control
our die casting manufacturing capabilities
Custom die casting is a type of net-shape casting. It's a process specifically designed for the high-volume production of precision metal components, making it the preferred method for manufacturing durable electrical connectors, industrial fasteners, and complex structural housings. With high-pressure injection, we deliver exceptional dimensional repeatability and a high strength-to-weight ratio, reducing unit costs and shortening lead times for large-scale OEM projects. This process is particularly well-suited for components that require high structural integrity, smooth surfaces, and direct paintability.
Capability
Description
dimensional tolerance
Up to ±0.01mm (via secondary machining)
Min. Wall Thickness
Typically 1.0–4.0 mm depending on geometry and alloy (thinner sections possible with design support)
Hole Diameter
Cast holes >3mm
Draft Angle
Min 0.5° (Recommended 1° - 2°)
Maximum Die Life (Number of Cycles)
Zinc: 1,000,000 / Magnesium,Aluminum: 100,000+
Lead Time
20 - 25 Days (Including tooling)
MOQ
100PCS
Why FERR ?
As a leading die casting manufacturer, we use an advanced high-pressure die-casting system with real-time injection monitoring to maintain stable pressure control and consistent metal flow in each cycle.
Manufacturing Approach
Our high-pressure die-casting process is engineered to deliver strong structural integrity, consistent cycle performance, and cost efficiency in high-volume production.
Advanced DFM and High-Performance Molds
Before tooling starts, our engineers conduct detailed mold flow analysis to optimize the gating system, overflow channels, and cooling design. This helps reduce the risk of air entrapment, shrinkage, and thermal imbalance. We use premium H13 hot-work steel with vacuum heat treatment to help improve mold durability, thermal stability, and dimensional consistency for long-run production.
Real-Time Controlled Die-Casting Process
Our die-casting equipment is equipped with a real-time injection monitoring system that tracks injection speed and intensification pressure during each cycle. Precise control of the multi-stage die-casting process helps improve casting density and surface quality, supporting finishes that are suitable for direct painting in many applications.
Precision Near-Net-Shape Forming and Integrated CNC Machining
Our die-casting capability supports complex near-net-shape geometries, significantly reducing secondary machining requirements. For critical mating surfaces, our in-house CNC machining centers provide final finishing to specified tolerances, with accuracy down to ±0.01 mm on designated features.
X-ray Inspection (RT) and Traceable Quality Assurance
To control internal defects such as porosity, we apply non-destructive testing methods including X-ray inspection (RT). In addition, coordinate measuring machines (CMM) are used for dimensional verification. Each batch is supplied with material certificates and inspection reports to support full traceability.
Secondary Operations and Treatment of Die Casting Services We Offer
Types of Die Casting process
Our high-pressure die-casting process is engineered to deliver strong structural integrity, consistent cycle performance, and cost efficiency in high-volume production.
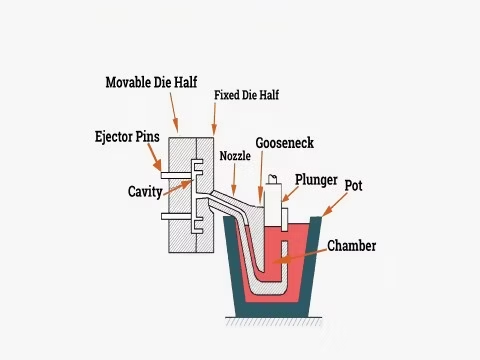
Hot Chamber Die Casting
Hot chamber (gooseneck) die casting integrates the melting and injection system within the machine. Molten metal is drawn directly into the injection chamber and rapidly injected into the die. This setup enables fast cycle times and high production efficiency, making it ideal for low melting point alloys such as zinc and magnesium.
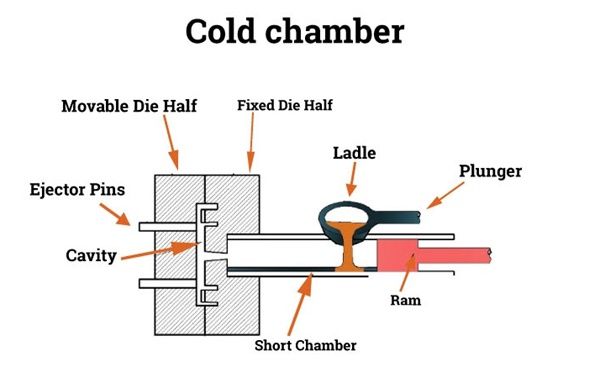
Cold Chamber Die Casting
Cold chamber die casting uses a separate furnace to melt metal before injection. The molten alloy is transferred into the shot sleeve, where a plunger forces it into the die under high pressure. This process is ideal for higher melting point alloys, especially aluminum. By isolating the injection system from continuous heat exposure, it improves equipment durability and process stability.
Metal Materials for Die Cast
At FERR, we offer a variety of proven die-casting material solutions, including alloys such as aluminum, zinc, and magnesium. You can learn more about the main die-casting material types we support and their typical applications in the following sections. If you have specific material or grade requirements, please feel free to contact our engineering team, and we will match you with the optimal casting process and cost solution.
| Equipment / Alloy Family | Mold Size / Casting Feature | Process | Suitable Materials | Typical Applications |
|---|---|---|---|---|
| A360.0 | High temperature stability | Cold Chamber | Aluminum Alloy | Engine components, heat sinks, under‑hood parts |
| A380.0 | Balanced strength & castability | Cold Chamber | Aluminum Alloy | General industrial housings, brackets, enclosures |
| A383.0 (ADC12) | Complex thin‑wall geometry | Cold Chamber | Aluminum Alloy | Consumer electronics, LED housings, automotive interior parts |
| A413.0 | Pressure tightness & thermal conductivity | Cold Chamber | Aluminum Alloy | Hydraulic valve bodies, pump housings, e‑drive covers |
| Equipment / Alloy Family | Mold Size / Casting Feature | Process | Suitable Materials | Typical Applications |
|---|---|---|---|---|
| AZ91D | Highest corrosion resistance among Mg alloys | Cold Chamber | Magnesium Alloy | Automotive instrument panels, e‑bike battery housings |
| AM60B | High ductility & impact absorption | Cold Chamber | Magnesium Alloy | Steering wheels, seat frames, crash‑related components |
| AM50A | Good strength & elongation balance | Cold Chamber | Magnesium Alloy | Power tool housings, laptop frames, drone structures |
| ZK61A | High strength for aerospace | Cold Chamber | Magnesium Alloy | Aerospace brackets, lightweight structural parts |
| Equipment / Alloy Family | Mold Size / Casting Feature | Process | Suitable Materials | Typical Applications |
|---|---|---|---|---|
| Zamak 2 (ZA‑2) | Highest hardness & creep resistance | Hot Chamber | Zinc Alloy | Heavy‑duty latches, lock housings, gearbox components |
| Zamak 3 (ZA‑3) | Excellent ductility & impact strength | Hot Chamber | Zinc Alloy | General precision parts, brackets, handles, enclosures |
| Zamak 5 | Higher strength than Zamak 3 | Hot Chamber | Zinc Alloy | Automotive hardware, industrial fittings |
| ZA‑8 / ZA‑12 | High strength & good bearing properties | Hot Chamber | Zinc Alloy | Small structural components, thin‑wall castings (≤0.5 mm) |
our Product Showcase
Our die casting parts Are Engineered to Meet the Demanding Requirements of Applications Worldwide. to discuss your project requirements. Get in touch to discuss your project

High-Quality Aluminum Alloy Gravity Cast Hardware Shell Parts
Aluminium Metal Cast Pump and Valve Components
Aluminum Gravity Casting for Automotive
Precision Die Casting Aluminum Hook for Washing-Machine
Precise Casting Services Vehicle Parts
Customized Casting Solution Processing Aluminum Alloy Home Washing Machine Components
Custom Aluminum Die Casting Parts for Motorcycle
Complex Geometric Aluminum Die Castings
Electronic Box Casing Custom Aluminum Die Casting
Auto Engine Body Part Aluminum Die
Aluminium Motor Housing Casting
Aluminum Alloy Die-Cast Automotive Parts












Let’s talk about your next project !
Whether you have detailed drawings or just a concept, we’re ready to listen.
I don't have complete drawings, can I send inquiry?
Yes, we can help you analyze based on your description, samples and photos.
I am not sure if you can do my parts?
Most of our customers come to us because “others say they can’t do it”.
Are you a factory or a trader?
We are a factory and have a project management team that can handle the technology, cost and delivery at the same time.
Start A New Quote
 Upload Your FilesGet a Quote Now
Upload Your FilesGet a Quote Now
 Upload Your FilesGet a Quote Now
Upload Your FilesGet a Quote NowSTEP STP SLDPRT IPT PRT SAT IGES IGS CATPART X_T OBJ STL files
What is die Casting?
Die casting is a highly efficient manufacturing process in which molten metal—typically aluminum, zinc, or magnesium alloys—is injected under high pressure into a precision-designed steel die. It is widely used for producing strong, complex metal parts with excellent dimensional consistency and surface quality.
Optimized for high-volume production, die casting enables near-net-shape, thin-walled, and finely detailed components while significantly reducing secondary machining compared with many other metal forming processes.
die Casting FAQ
There is no “one-size-fits-all” price in die casting. The total cost of your project depends on four key drivers:
- Tooling (the mold) – the upfront investment that defines your part’s geometry
- Material volume – alloy type, shot weight, and scrap rate
- Part complexity – undercuts, threads, inserts, and dimensional tolerances
- Production quantity – higher volumes dramatically lower per‑part cost
- Production Volume – Tooling and setup costs are amortized over every part you cast. Going from 1,000 to 100,000 units can cut your unit price by 50–80%.
Complexity – Features like thin walls (≤1mm), tight tolerances (±0.01mm), or internal cavities add to design, mold construction, and cycle time.
-
High‑Speed Production – Ideal for scaling from pilot runs (hundreds) to mass production (millions) with cycle times as low as a few seconds.
-
Superior Surface Finish – Parts come out smooth and consistent, often ready for plating, painting, or direct retail assembly.
-
Tight Tolerances – FERR holds dimensions up to ±0.01mm, eliminating secondary machining on most features.
-
Complex Geometries – Combine multiple components into one single cast part — reduce assembly cost and improve reliability.
Porosity is the #1 enemy of pressure‑tight and high‑strength die cast components. At FERR, we attack it with a proven four‑layer defense:
- Vacuum‑assisted die casting – We evacuate air from the shot sleeve and cavity before injection, dramatically reducing gas entrapment.
- Optimized gating & overflow design – Our flow simulations (Magma/Flow‑3D) ensure laminar filling and trap air away from critical zones.
- Precise process control – Real‑time monitoring of plunger speed, intensification pressure, and metal temperature to avoid turbulence.
- Post‑cast quality validation – X‑ray and CT inspection on sample lots to verify internal integrity, plus optional impregnation sealing for pressure‑tight applications.
When designing parts for die casting, several key considerations must be addressed to ensure optimal performance, manufacturability, and cost efficiency. At FERR, our engineering team works with you from the design phase to avoid common pitfalls and optimize for production.
-
Wall Thickness – Maintain uniform wall thickness to promote even cooling and solidification, reducing the risk of warping, sink marks, or internal stresses. Thinner walls are preferred for faster cycle times and material savings, but feasibility depends on the alloy and part geometry. FERR can produce walls as thin as 0.5 mm in zinc and 1 mm in aluminum/magnesium.
-
Draft Angles – Include draft angles to ensure easy ejection of the casting from the die without damaging the surface or the mold. A minimum draft angle of 1° to 2° is recommended for external walls, and up to 3° for internal cavities, depending on the depth and surface finish requirements.
-
Fillets and Radii – Use fillets and radii at all internal and external corners to eliminate sharp edges, which can cause stress concentrations and crack initiation. Proper radii also improve molten metal flow, reduce turbulence, and extend die life.
-
Gating System – Design an efficient gating system to guide molten metal into the cavity with minimal turbulence and air entrapment. FERR uses advanced flow simulation (Magma/Flow‑3D) to optimize gate location, runner design, and overflow placement for each part.
-
Venting – Proper venting is essential to allow air and gases to escape from the mold cavity during injection. Inadequate venting leads to porosity, cold shuts, or incomplete filling. FERR integrates precision vents and vacuum-assist options for porosity-sensitive components.
-
Simplifying Geometry – Simplify part geometry where possible to avoid undercuts, slides, or complex core pulls that increase tooling cost and cycle time. When undercuts are unavoidable, FERR’s tooling engineers can propose cost-effective side-action designs.
Yes. Post-machining of die cast parts is not only possible but often necessary to achieve tighter tolerances, smoother surfaces, or features that cannot be cast directly. At FERR, we offer in-house CNC machining, drilling, tapping, milling, and turning as secondary operations.
Why post-machine at FERR?
-
Achieve tolerances beyond ±0.01mm for critical mating surfaces
-
Add fine details like small holes, threads, or undercuts
-
Correct minor cosmetic imperfections or localized porosity
-
Prepare surfaces for plating, painting, or assembly
By combining die casting with precision post-machining, FERR delivers the best of both worlds: the high-speed, near‑net shape of casting, and the accuracy of CNC machining for your most demanding dimensions.
Service Process
1
Provide 3d drawings
Send us your initial concept or idea, and our expert team will craft precise 3D drawings to bring your vision to life.
2
Evaluate the quotation
Once we receive your drawings, we will evaluate the specifications and provide you with a competitive
3
Manufacturing
Upon approval, we begin the manufacturing process using advanced techniques and high-quality materials
4
Order delivery
Once your product is ready, we’ll coordinate a timely delivery that suits your schedule
Let's get started
- Get 3-day standard lead times on simple parts between 10 mm x 10 mm and 200 mm x 200 mm. Upload your part to see if it’s eligible.
Ready to Start Your Custom Manufacturing Project?
Upload your technical drawings (STEP, IGES, PDF) for an Engineering Pre-audit. We will provide actionable DFM insights and a transparent cost structure within 24 hours.
Start Production Quote
- All production files are secure and confidential.