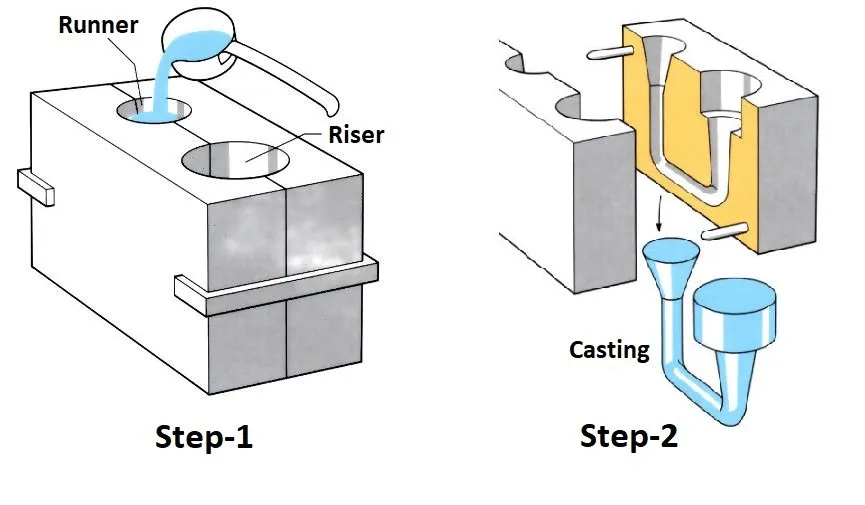
Gravity casting is a metal-casting process in which molten metal fills a mold cavity undergravity alone, without high-pressure injection. For procurement specialists, the challenge goes beyond understanding the process. Key risks include unexpected scrap rates, costly rework, and delivery delays. To reduce these risks, procurement can specify quality checks, conduct supplier audits, and set clear acceptance criteria. In most industrial sourcing, ‘gravity casting’ usually refers to gravity die casting, where molten aluminum is poured into a reusable metal mold, solidified, and then removed.
What is gravity die casting?
Gravity die casting is the most common “gravity casting” method in aluminum manufacturing. The foundry pours molten aluminum into a preheated, coated metal mold (die). The metal flows and fills the cavity under gravity, then solidifies. After cooling, the die opens, and the casting is ejected, trimmed, and often machined on critical faces.
Common gravity die casting metal types
In gravity casting discussions, you’ll typically encounter these three production approaches. Each affects cost, risk, and what “good quality” looks like.
Sand gravity casting
This is gravity-fed casting using sand molds. Key points: it’s flexible for geometry and cost-effective for low volumes, but outcomes depend on mold quality, sand control, and operator skill. For example, a 5 mm tolerance swing can make parts unusable in assembly, increasing scraps and costs. Buyers should prioritize three things: dimensional variation, surface condition, and defect screening. To reduce risks, procurement specialists need to assess supplier process controls, sand mold quality, and inspection. Ask: How is mold quality ensured? How is sand control and operator training handled? How often, and how, are defect screenings conducted? These checks directly help identify suppliers who can consistently deliver quality and minimize risk.
Permanent mold gravity casting (metal mold)
This is the “classic” gravity die casting method. A reusable metal mold supports more consistent cycles and often better repeatability than basic sand routes. It’s widely used for aluminum parts that require stable dimensions, repeatable quality, and manageable costs. Typically, this process is suited to producing between 1,000 and 100,000 parts a year, which defines what is considered “medium-to-high” volume for many buyers.
Lost foam gravity casting
Lost foam (evaporative pattern casting) uses a foam pattern that vaporizes as metal is poured. It can enable complex shapes, but it’s sensitive to pattern quality, coatings, process control, and gating/venting. From a sourcing standpoint, it can be a great solution with an experienced supplier—and a headache with an inexperienced one.

How is gravity casting different from other casting processes?
Most buyers don’t need a textbook comparison. What matters is how the choice affects total landed cost, lead-time risk, quality consistency, and rework rate.
Gravity casting vs. sand casting (price differences)
A useful rule of thumb:
- Low volume / frequent design changes: sand casting often wins on upfront cost because tooling is simpler.
- Stable medium-to-higher volume: permanent mold gravity casting often becomes more economical over time as repeatability improves and per-part variability costs drop. For example, at 8,000 parts per year, permanent mold casting can surpass sand casting in cost efficiency by the second year. The break-even point is when production consistency and reduced scrap rates offset the initial tooling investment.
Cost isn’t only “unit price.” It also includes:
- scrap/rework rate
- inspection and sorting time
- machining corrections
- assembly headaches caused by dimensional drift
Gravity die casting reduces hidden costs when the process is well controlled. Rigorous process control can significantly reduce costs associated with poor quality. For example, reducing defects from 3,000 PPM to 600 PPM saves on rework and waste. Streamlining sorting can save up to 15 hours per week per inspector, allowing quicker turnaround and lower labor costs. These improvements lead to better cost efficiency and fewer production surprises.
Gravity die casting vs. high-pressure die casting (HPDC)
They’re often confused because both use “dies,” but their filling methods are very different:
- Gravity die casting: poured by gravity; generally slower cycle time; often better suited for controlled internal quality and certain heat treatment routes.
- HPDC: injected at high speed and pressure; very high productivity; excellent for very high volumes and thin walls, but more sensitive to air entrapment and related porosity risks unless managed carefully. Up to 30% First Pass Yield (FPY) loss can occur if air entrapment is not controlled, making the stakes particularly high for ensuring quality.
A practical selection lens:
- If you need extreme volume + very thin walls + fastest cycle → HPDC is frequently the answer.
- If you need more predictable mechanical performance + stable quality + heat-treat compatibility (common in structural-style parts) → gravity die casting is often a strong candidate.
Gravity casting vs. investment casting
Investment casting is typically chosen for fine detail, complex geometry, and excellent surface finish—often at higher per-part cost and longer cycle/lead time. Gravity die casting is commonly chosen for repeatability, stable supply, and favorable cost curves once tooling is established.
What are the steps of gravity die casting?
- Preheat the mold and apply the mold coating.
This stabilizes filling behavior and surface quality. Poor mold temperature control is a common root cause behind cold shuts, misruns, and surface defects. - Pour molten aluminum into the cavity.
Gating design, pouring technique, and temperature control strongly affect porosity risk and consistency. - Solidify and control cooling.
Solidification is where internal soundness is “won or lost.” Good process control reduces shrinkage-related defects and improves repeatability. - Open the mold and eject the casting.
Ejection and trimming quality affect dimensional stability and burr control. In real production, sloppy ejection can create downstream machining and assembly issues. - Machine critical features, if required
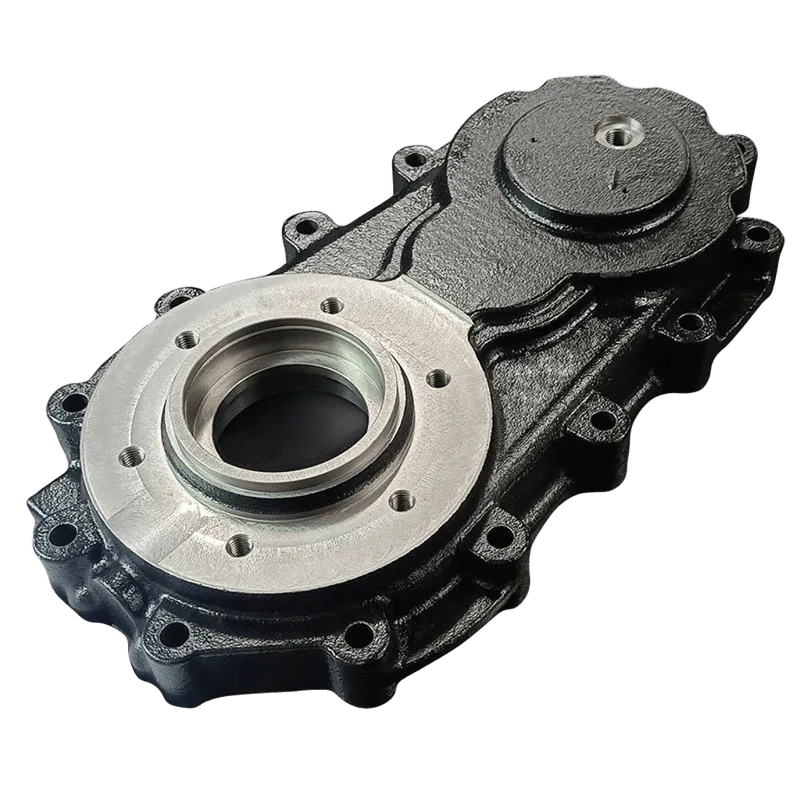
Many gravity-cast parts rely on machining to create critical holes, sealing faces, and datum surfaces. Mature suppliers plan casting design and machining together so the final part reliably meets functional requirements.
Which materials are suitable for gravity die casting?
Gravity casting can be used with several metals, but aluminum alloys dominate commercial applications because they offer a strong mix of castability, strength-to-weight ratio, corrosion resistance, and cost efficiency. For example, using aluminum alloys helps prevent galvanic corrosion in automotive components, which can occur when aluminum contacts other metals and an electrolyte, such as water, is present. Aluminum is also less prone to yield fracture under stress, ensuring longer-lasting components in demanding environments.
Technically castable, but far less common in “gravity die casting” style production due to melting temperature, tooling demands, and economics. More often handled via different foundry routes.
- Magnesium
Lightweight and attractive for certain applications, but it comes with higher process control and safety requirements. Supplier maturity matters a lot here. - Aluminum alloys
The most common choice for gravity die casting. Aluminum fits well with the process and supports a broad range of industries. Heat treatment and machining integration are also well-established. - Cast iron
Common in many casting contexts, but not typically the headline material for gravity die casting in metal molds. Often chosen for durability and damping in other casting routes. - Copper alloys
Used where conductivity or wear resistance is needed. Costs and melting behavior can push buyers toward specialized suppliers. - Zinc
Often associated with die casting in general. Gravity processes exist, but many zinc applications lean toward pressure die casting for productivity.
Advantages of gravity casting
- Lower porosity risk and good heat-treatment compatibility (when controlled well)
Gravity filling can reduce air entrapment compared with high-speed injection processes. This supports more stable mechanical properties and heat treatment, especially when gating, venting, and cooling are designed properly. It can result in fewer warranty claims and help maintain higher on-time assembly rates, thereby improving customer satisfaction. It can be cost-effective with a long usable life.
Compared with some high-pressure die casting tooling, gravity dies can be simpler and easier to maintain. Over stable production runs, tooling amortization can be attractive. This reduces procurement costs and gives more budget flexibility for future projects. - A practical fit for repeatable medium-to-high volume production. Once parameters are set, gravity casting delivers strong consistency, reducing sorting, rework, and unexpected procurement costs. This improves delivery timelines and resource management.
- Supports a wide range of aluminum parts and functional requirements
Brackets, housings, pump components, structural parts, and marine hardware are all suited to gravity casting, especially when paired with machining on critical surfaces. This versatility helps meet various industry requirements and enhances supplier responsiveness. - Good dimensional stability and respectable surface finish
You may still need machining on key datums, but baseline repeatability is often better than many low-control casting routes. Surface finish is typically cleaner than basic sand routes, which can reduce finishing workload. An improved surface finish reduces polishing time, lowers costs, and enhances the final product’s visual appeal. - Design flexibility with smart engineering choices
By using cores where appropriate, thoughtful parting lines, and controlled cooling, suppliers can manage distortion risk and functional features without inflating costs. This flexibility supports innovative designs without compromising cost efficiency and helps companies differentiate their products.
Disadvantages of gravity casting
- Surface finishing limits and cosmetic variability
- While surface finish is often decent, it is not automatically premium. If you plan blasting, coating, or decorative finishes, small subsurface defects can show as pits. For example, a cosmetic pit might cause rejection of 500 housings after anodizing, showing the impact of finishing variability. Clear surface acceptance criteria and finishing trials help avoid surprises.
- productivity than HPDC (often higher cost at extreme volumes)
Gravity casting cycles are typically slower than high-pressure die casting. For very high-volume programs, HPDC may beat gravity casting on unit economics if quality requirements match. Ideal for very thin-wall designs
Extremely thin sections are harder to fill reliably under gravity alone. If thin walls are required, you may need a different process or a design adjustment, such as ribs, localized thickness, or feature changes. - Process quality depends heavily on mold temperature and gating discipline
Gravity casting is “simple” in concept, but it’s not forgiving when controls are loose. A supplier’s process control maturity is often the di.

Gravity casting applications
Automot
Gravity die casting is widely used for aluminum parts that need repeatable geometry, stable performance, and pred.
Rapid transportation
Rail and other high-duty transport equipment often runs for years under vibration, temperature swings, and long service intervals. Gravity casting is frequently selected for aluminum components where buyers want a reliable.
Shipbuilding
Marine environments introduce corrosion and high-reliability expectations. Gravity cast aluminum parts are used for selected structural and functional components where weight matters and repeatability is important.
For sourcing, critical discussions usually center on alloy selection, heat-treatment consistency, corrosion protection, and sealing/mating surfaces (especially if the part is machined and requires leak-tight performance). It’s also worth confirming how the supplier manages porosity risk in thicker sections, which are common in marine designs.
Robotics
Robotics components often combine tight assemblies with repeated motion loads and weight sensitivity. Gravity casting can work well when the design is cast near-net and then machined on the interfaces that matter—datums, bearing seats, precision holes, and mounting planes.
Buyers typically prioritize dimensional stability, machining datum strategy, and distortion control (cooling and heat treatment can shift geometry if not managed).
Other industrial areas
Gravity casting is common in pumps, compressors, industrial machinery, equipment housings, and general structural brackets—anywhere a stable, scalable casting route is preferred over highly variable alternatives. It tends to be a strong fit when the design isn’t an extreme thin-wall part and when the program benefits from predictable quality rather than maximum production speed.
Why is gravity die casting important in manufacturing?
It fills a practical gap between low-cost, variable routes and ultra-high-output processes that require greater tooling investment. Gravity die casting can deliver repeatable aluminum parts with controlled defect risk, which helps manufacturers and buyers reduce rework, stabilize supply, and scale production with fewer quality surprises.
How much does gravity die casting cost?
Costs are typically driven by a handful of factors: tooling complexity (cores, slides, cooling), part geometry (thin walls, hot spots, thick junctions), quality requirements (X-ray sampling, leak tests, CMM reports), and secondary operations (machining, heat treatment, surface finishing). A typical cost range for tooling in gravity die casting can vary widely but often falls between $5,000 and $50,000, depending on complexity and volume. Validation costs might add 10% to 20% to tooling costs. Secondary operations, such as machining and surface finishing, can range from $1 to $5 per part, significantly affecting the overall budget. These estimates can help procurement specialists benchmark and plan budgets more effectively.
How long does gravity die casting take to complete?
Lead time is usually determined less by the casting cycle and more by tooling, validation, and secondary operations. A practical sourcing view is to expect three stages:
- Tooling and first trials
Mold design review, die manufacturing, and initial casting trials. Most projects need at least one tuning loop to optimize gating, venting, cooling, and ejection. - Pilot run and validation
A small batch is produced to confirm repeatability—dimensions, internal soundness, machining datums, and any required tests (leak testing, X-ray sampling, CMM inspection). - Production ramp
Once parameters are locked, production becomes predictable. Ramp speed depends on mold capacity, yield, and inspection workload. Another key factor is whether machining, heat treatment, and finishing are integrated or outsourced. Integration can streamline coordination and reduce lead times, but may require higher upfront investment and more in-house expertise. Outsourcing offers flexibility and access to specialized capabilities, but can increase lead time variability and coordination challenges. Procurement teams should weigh these trade-offs between cost, risk, and efficiency.

FAQ
Can gravity casting be used for mass production?
Yes. Permanent mold gravity casting is widely used for repeatable, scalable production—especially when volumes justify the cost of tooling and the design is stable.
Can gravity casting be considered permanent mold casting?
In many contexts, yes. “Permanent mold casting” is essentially casting into a reusable metal mold, and gravity die casting is a common form of it.
Is gravity die casting better than high-pressure die casting?
Neither is universally “better.” Gravity die casting often wins when you need stable mechanical performance and predictable quality for functional parts. High-pressure die casting often wins when extremely high productivity and thin-wall designs are the priority, and the quality requirements align with the process.