Key Takeaways
- Die casting provides high-volume, complex metal parts with great dimensional accuracy and smooth surface finish when molds are meticulously designed, prepared, and temperature controlled. Employ hardened tool steels, advanced CNC or 3D-printed inserts, and robust alignment to reduce flash.
- Method selection drives cost, speed, and material choice with hot chamber suited to zinc and magnesium for fast cycles and cold chamber suited to aluminum and copper alloys for higher strength. Match HP processes to thin-walled precision parts and consider vacuum assistance to cut porosity and improve cosmetic quality.
- Process discipline grounds quality from intentional melt temperature and injection speed through engineered cooling channels that control solidification and part stress. Standardize mold preheat, lube, and ejection timing to protect tooling, minimize sticking, and stabilize cycle times.
- Material selection impacts castability, surface finish and mechanical properties, with aluminum alloys such as A380, zinc Zamak grades and advanced magnesium alloys spanning the majority of use cases. Consider melting point, fluidity, corrosion resistance and finishing requirements up front to match alloy, machine type and part geometry.
- Consider trade-offs between low per-part cost and repeatability versus upfront tooling investment and non-ferrous metal limitations. Construct a preventive quality strategy aimed at porosity, cold shuts, misruns, and surface blemishes using in-process monitoring, NDT, and parameter tuning.
- Future-ready operations combine Industry 4.0 sensors, digital twins, and simulation for predictive maintenance, faster launch, and higher yield while embracing recycled metals, energy-efficient heating and cooling, and water-based lubricants. Begin with connected data capture, pilot virtual mold research, and identify KPIs for OEE, scrap price, and power per kilogram solidified.
Die casting is a high-volume metal forming process that injects molten alloy into steel molds under high pressure to create accurate, repeatable parts. It accommodates tight tolerances, thin walls, and complex shapes with a nice surface finish, typically in zinc, aluminum, and magnesium alloys. Parts weigh from 0.01 kg to 10 kg, with cycle times below 60 seconds. For industrial buyers, it’s all about porosity control, dimensional stability, die life, and cost per part across tooling and production.

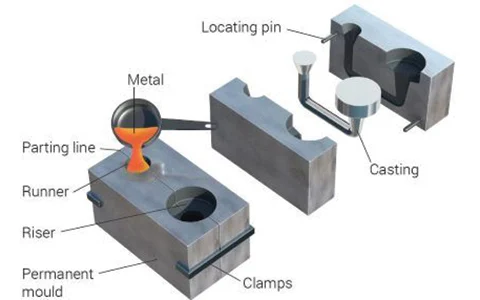
The Die Casting Process
The high-pressure die casting process utilizes molten aluminum injected at 7–140 MPa (1,000–20,000 psi) into a reusable steel die. Two die halves, the cover and ejector, create the mould cavity and ensure quick cycles, smooth surfaces (Ra 1–2.5 µm / 0.04–0.10 thou), and tight repeatability for complex cast parts weighing less than 0.5 kg to over 14 kg and up to 1,500 mm in length.
1. Mold Creation
Hardened tool steels (H13, H11) or alloy steels resist thermal fatigue, soldering, and abrasion over thousands of cycles. In die casting services, cavity geometry plays a crucial role in controlling dimensional accuracy, flow, venting, and surface finish. Proper draft, fillets, and minimum section thickness are essential to decrease ejection force and minimize the risk of porosity or cold shuts. Typical die sets are single cavity for big parts, multiple cavity for high-volume small parts, and combination molds that run families of related geometries to reduce changeover time. Extraordinarily accurate CNC and wire EDM craft tight-tolerance features, while 3D-printed conformal-cooling inserts optimize heat extraction, both extending die life and reducing cycle time.
2. Mold Preparation
Clean and preheat the chamber die to a stable temperature to prevent cold laps and premature solidification. Spray surfaces with custom release agents to assist ejection and preserve die surfaces. Check parting lines, gates, runners, vents, and pins for wear. Mate the die casting mould halves and lock parting line flatness to prevent flash and mismatch.
3. Metal Injection
Hot-chamber machines, ideal for zinc and certain magnesium, immerse the shot system into the melt, while cold-chamber die casting systems ladle aluminum, magnesium, or copper alloys into a separate shot sleeve to handle higher melt temperatures. These die casting services are rated by clamping force, keyed to projected area and pressure. It’s crucial to manage melt temperature and injection speed profiles to fill thin walls and minimize gas entrapment. Pressure die casting provides consistent, fast fill for ribs, bosses, and lattice structures, allowing for the production of high integrity die castings. Select alloys based on property targets: zinc for fine detail and tight tolerances, aluminum for strength-to-weight and corrosion resistance, magnesium for low mass, and copper for thermal or wear demands.
4. Part Cooling
Employ conformal cooling channels in the die casting processes to induce rapid, uniform solidification and increased throughput. Tune cooling rates to the aluminum die alloy and wall thickness to achieve ductility, impact strength, or fatigue targets.
5. Part Ejection
Ejector pins, sleeves, and lifters play a crucial role in the die casting processes by releasing parts without scoring the mould cavity. Timing the ejection after skin and core strength develops is essential; ejecting too soon can bend features. Additionally, monitoring for sticking or double hits can indicate coating loss or insufficient draft.
6. Final Finishing
Trim gates, runners, and flash to near-net shape. Utilize die casting services to deburr, machine datums, and threads, then finish with powder coat, plating, or chromate for extra corrosion resistance. Examine dimensions, porosity, and surface record routes for repeatability and TCO control.
Core Die Casting Methods
Die casting uses high pressure of 10 to 140 MPa to inject molten metal into steel dies across four stages: preparation, filling, ejection, and shakeout. Method selection impacts tooling cost, cycle time, minimal wall thickness capability, and total cost of ownership. Choose by alloy, geometry, surface class, and lifetime support, not lowest-bid shortcuts that disregard certification, spare parts, or system fit.
|
Method |
Suitable Alloys |
Typical Pressure |
Production Speed |
Wall Thickness |
Typical Uses |
|---|---|---|---|---|---|
|
Hot chamber |
Zinc, magnesium |
Up to 35 MPa |
Very fast cycles |
~3 mm, thin ribs |
Small housings, gears, consumer/medical hardware |
|
Cold chamber |
Aluminum, copper |
Up to 140 MPa |
Moderate cycles |
0.3–3 mm with Al |
Auto structural, pumps, HVAC, industrial covers |
| Low-pressure | Al/Mg | 0.05 to 0.7 MPa | slower | thicker walls | Wheels, large covers, tanks |
| Squeeze casting Al | 70–140 MPa on solidifying metal Moderate | Thick, dense | Core Die Casting Methods Strength brackets, chassis nodes |
Method selection impacts tooling life, number of cavities and complexity. Thin ribs and fine details prefer high-pressure paths, while giant, low-porosity parts might justify low-pressure or squeeze casting despite slower takt. About: Core Die Casting Methods Certified alloys, process control and local support protect uptime and lifecycle cost.
Hot Chamber
Hot chamber die casting is particularly suitable for low-melting alloys such as zinc and magnesium. In this die casting process, the gooseneck rests in a molten bath, allowing the shot system to pull and inject with minimal lag time. This results in high shot speeds and a uniform fill, making it ideal for creating intricate shapes.
With the reservoir built into the chamber, cycle times plummet into the seconds, allowing near-net-shape parts at scale. Less transfer, less temperature loss, less scrap. Material yield is high, and tooling can run long campaigns when lubricants and thermal controls are stable.
However, aluminum is not suitable for this method, as the bath and gooseneck cannot withstand elevated temperatures. For sourcing, it is crucial to avoid generic zinc with unknown contaminants and instead demand certified heats and SPC data to ensure quality parts.
Cold Chamber
Cold chamber caters to high-melting alloys, particularly aluminum and copper. Metal is melted in a separate furnace, then ladled into the shot sleeve, which adds seconds per cycle but allows for stronger alloys and thin sections as thin as 0.3 mm in aluminum.
Machines must process higher temperatures and pressures. They include tie-bar stretch monitoring, thermal balance, and vacuum systems to minimize porosity. Use this for big, robust, complex housings, EV motor cases, compressor bodies, and high-load brackets.
Don’t race to inexpensive dies. Intricate gates, durable cooling, and validated steel grades reduce scrap and downtime. Schedule PM’s and spare sleeves to guard OEE.
Pressure Variations
HPDC produces thin walls and sharp features and fast solidification that inhibits uneven shrinkage and deformation. Low-pressure suits larger, thicker, lower-turbulence fills with higher integrity but lower detail. Vacuum die casting reduces air entrapment, enhances fatigue performance, and stabilizes paint and anodize finishes.
Plan navigator by mechanical specifications, wall layout, and aesthetic type. For welded or heat treated parts, try squeeze casting to unite casting and forging. This method enhances density and elongation with no need to re-engineer the alloy system.

Materials for Die Casting
Materials for die casting
Primary die casting materials:
- Zinc, aluminum, magnesium, copper, lead, tin, and ferrous alloys are feasible materials for die casting.
- Common alloys: Zamak (zinc), ZA (zinc–aluminum), AA 380/384/386/390 (aluminum)
Material determines gate velocity, die temperature, lubricant, vacuum and shot profile, as well as establishing achievable surface finish, porosity and mechanical values such as yield strength and fatigue life. Balance material price, castability and end-use duty as you weigh TCO. When constructing specifications, compare materials with a table of properties and typical applications.
Common Alloys
Aluminum (AA 380, 384, 386, 390) fits high strength-to-weight, good corrosion resistance, and wide process windows. Aluminum can reach thin walls down to 0.75 to 0.89 mm, with a typical minimum section of 0.89 mm and a draft of 1:100 (0.6°). It tolerates higher die temperatures but requires cold-chamber machines.
Zinc (Zamak, ZA) is the easiest to cast. It flows superbly into fine detail, thin ribs are filled, and it yields excellent surface finish for plating. Highly ductile and impact strength aid in snap-fit and hinge features. Hot-chamber machines allow rapid cycle times and extended tool life.
Magnesium die casting offers the lowest density among common alloys, perfect for handheld electronics and auto interiors. Advanced Mg grades balance stiffness with damping and allow walls near 1.27 mm with a draft ratio of 1:100. It machines cleanly, minimizes assembly weight, and enhances ergonomics.
When it comes to high precision automotive connectors, housings and brackets, zinc and magnesium shine with intricate geometry. Aluminum tops for structural castings. Align alloy to mechanical goals, finish requirements, and expected volume to secure capex, takt time and scrap risk.
Emerging Compositions
New Al and Mg chemistries target higher thermal conductivity for heat sinks, enhanced creep and fatigue for e-mobility housings, and enhanced recyclability. Low-lead and low-cadmium zinc grades enable safer, compliant manufacturing and retain plating excellence.
High-performance magnesium alloys are used for aerospace actuators, UAV frames, and robotic arms where stiffness to weight and vibrational damping count.
Watch supplier data sheets and standards updates for alloys that extend thin-wall limits, reduce porosity or permit lower die temperatures.
Selection Criteria
Key factors include melting point, fluidity, strength, hardness, elongation, fatigue, corrosion behavior, plating or paint adhesion, and cost per kilogram. Availability of certified heats and local inventory is also important.
Check hot-chamber compatibility for zinc and certain magnesium. Use cold-chamber for aluminum and most copper alloys. Match alloy fluidity with gate design and runner balance to prevent cold shuts.
Verify fill of intricate cavities with simulation, adjust vacuum, venting, and die lube to strike defect-free surfaces. Aluminum permits walls of 0.030 to 0.035 inches. Magnesium requires walls of approximately 0.050 inches. Maintain draft close to a minimum of 0.6 degrees.
Plan downstream steps: machining allowance, weldability, chromate/passivation, anodize for Al, plating for Zn, and possible copper, lead, or tin alloys in niche cases. Prefer certified (ISO, ASME, API), local support, documented spares, and do not cut specs for price and rush approvals.

Benefits and Drawbacks
Die casting is great for quick, repeatable production of accurate non-ferrous parts. The economics and design constraints mean it is suited to particular volumes and shapes. Use the summary below to weigh speed, finish, and accuracy against tooling cost, alloys, and lifecycle risks in TCO terms.
Pros:
- High output per day; cycle times of seconds
- Tight tolerances and uniformity for hundreds of identical parts
- Net-shape complexity with thin walls (Al is approximately 0.5 mm, Zn is approximately 0.3 mm)
- Smooth surfaces; little or no secondary machining
- Long-life steel tooling reduces unit cost at scale
Cons:
- Tooling/cavities cost tens of thousands of dollars
- Restricted to non‑ferrous alloys; no steel or cast iron
- Porosity risk and thermal fatigue management required
- Limited late design changes; mold rework is costly
- Not great for deep undercuts and difficult to access features.
Key Advantages
Die casting creates complex, near net-shape components with high dimensional precision and repeatability. This is perfect for housings, brackets, and heat-dissipating shells that require tight fits, common datum schemes, and consistent GD&T over large runs. Thin ribs and lattice-like segments create robust, airy structures with a high strength-to-weight ratio.
Smooth as-cast surfaces eliminate secondary machining. Gate and ejector vestiges are minimal and consistent. For consumer hardware, exposed faces generally require nothing but anodize or paint prep. For electronics, cast-in bosses and clip features take the place of secondary inserts.
Steel molds have long lives with balanced runner systems, thermal control, and hardened cavities. Over big runs, the tool amortizes and unit cost slides. With three shifts per day, dozens to hundreds of parts per day is normal. Cycle times are in seconds on small zinc parts and short minutes on larger aluminum castings.
Automotive transmission cases, motor housings, 5G RF enclosures, and appliance frames are typical use cases. Mass production includes automated cells, in-cavity sensors, and standard die lube cycles to keep uptime high and scrap low.
Inherent Limitations
Die casting for non-ferrous alloys (aluminum, zinc, magnesium) does not work for ferrous metals such as steel or cast iron. Thus, high-temperature or magnetic needs steer you to investment casting, forging, or machining.
Tooling is the primary friction entry point. Multislide, multicavity dies, hot-runner or vacuum systems, and EDM polished cavities can push costs into tens of thousands, which makes low-volume work hard to justify.
Common defects:
- Gas porosity and shrinkage porosity
- Cold shuts and misruns
- Flash, soldering, and die erosion
- Hot tears and warpage
- Ejector marks and surface blemishes
As soon as a mold is cut, late design changes are costly. Deep undercuts, hidden features, or geometries difficult to reach with 3-axis or 4-axis machining necessitate drive lifters, slides, or secondary operations, which increase cost and risk.
Advise on procurement and TCO: use certified alloys and ISO/API/ASME suppliers, validate porosity controls with vacuum assist and proper die lube after each shot, lock spare inserts, and secure local inventory and onsite support. Don’t down-spec materials, forgo compatibility checks, or hurry the RFQ without a DFM and lifecycle plan.

The Future of Die Casting
Major shifts are underway in die casting services. Industry 4.0, greener alloys, and faster tooling cycles are changing cost, quality, and lead time, making it essential for teams to focus on total cost of ownership.
Industry 4.0
Smart cells today combine gravity die casting machines with sensors for melt temperature, shot velocity, die surface heat maps, and cavity pressure. Real-time analytics optimize valve timing, intensification pressure, and spray cycles to maintain tight tolerances and reduce scrap on thin-wall parts for EV inverters or aerospace housings. The integration of die casting services enhances the efficiency of these processes significantly.
Predictive maintenance uses vibration and thermal signatures on shot ends, pumps and tie bars to flag drift pre-failure. Plants experience fewer unscheduled stops, more consistent OEE, and more precise traceability. Quality monitoring connects cavities to serials, X-ray data and process windows, so root causes are evident in minutes, not days.
Digital twins map dies, runners, and cooling circuits to live machine tags. With closed-loop control, sites report up to 20% faster cycles while maintaining porosity objectives. This connected manufacturing approach, which includes MES and ERP, locks in material certifications such as ISO, ASME, and API, tool life, and SPC. This facilitates audits and minimizes rework, ensuring high-quality die castings in the long run.
Sustainable Innovations
Closed-loop recycling routes gating, runners, and chip returns back into melt with automated sort and chemistry correction often reduce material costs by 30 to 40 percent. Low-carbon aluminum, certified by EPDs, can reduce production carbon dioxide by up to 50 percent, and sustainable aluminum demand is projected to increase by 50 percent by 2030. For automotive lightweighting, this aligns with carbon dioxide goals and retaining strength.
Energy savings are achieved through high-efficiency furnaces and optimized thermal balance in processes like gravity die casting, which reduces spray and quench time. Additionally, water-based release agents and low-VOC finishes not only minimize fume emissions but also extend die life and maintain cleaner mould cavities. It’s crucial not to compromise on alloy specifications or lubrication compatibility to avoid risks like soldering and blistering.
Sourcing would of course have chain-of-custody checks and regional secondaries and local inventory. Local stock and tech support beat distant suppliers when a critical die seal goes on a weekend shift.
Advanced Simulation
Newer software simulates metal flow, solidification and porosity for dimensioning gates, vents and overflow pads before steel is machined.
Virtual prototypes minimize tryouts, accelerate PPAP and save die life. Combine this with 3D-printed inserts and conformal cooling for more shots per die, faster iterations, and one-piece cores.
Parameter sweeps established shot profiles, die temperatures and lubricant cycles for output and cycle time. This enables complex geometry parts and tighter tolerances that expand HPDC adoption across EV battery trays and structural nodes.
Embed simulation into the typical APQP stream. Leverage it for design reviews, tooling buyoffs and maintenance plans, and track deltas against the digital twin. Disregard interoperability and replacement parts scheduling and TCO will take a hit.

Quality and Troubleshooting
Quality control in die casting services is most effective when integrated into every stage, not merely tested at the conclusion. Start with TCO thinking: certified alloys, qualified processes, and proven suppliers for aluminum die casting reduce scrap, rework, and downtime. Pair that with recorded diagnostics and an explicit troubleshooting chart so operators and engineers can quickly steer clear of recurring mistakes in the manufacturing process.
Common Defects
Common defects are porosity (gas and shrinkage), cold shuts, misruns, cold flow, surface blemishes, flow marks, drags, and cracks. Each indicates a different failure mode and requires a different reaction.
Improper die or melt temperature, metal contamination, low shot speed, and inadequate holding pressure drive many of these problems. Cold flow and cold shuts can frequently be traced to low melt temperature, a cold die, or an alloy with poor fluidity. Shrinkage porosity is associated with hot spots and inadequate feeding. Drags appear as strip-shaped scratches in the same direction as the die opening, caused by poor die design, worn cavity steel, or dry ejection. Cracks can be due to high iron or low silicon in the alloy, deleterious trace elements, or unbalanced ejection that stresses the part.
Go by ‘low-hanging fruit. Clean the parting surface, die cavity, vents, overflows and ejection pins. Test release agent strength and application. Check visually for surface indicators and nondestructive testing (X-ray for subsurface porosity, dye penetrant for cracks) to catch defects early.
Keep a defect log. Trace location, lot, machine, alloy heat, parameters, and operator. Patterns direct root cause analysis and corrective action.
Diagnostic Techniques
Map internal and surface defects with confidence using x-ray, ultrasonic, and dye penetrant.
Add process monitoring: log die temperature at multiple points, melt temperature at the shot sleeve, plunger velocity profiles, peak and holding pressures, fill time, and vacuum or vent back-pressure. About: Quality and Troubleshooting Flow simulation helps place gates, vents, launders, and overflows to avoid gas traps. Investigate rejected castings with sectioning, microscopy, and chemistry checks to validate root cause, not just symptoms.
Create a checklist: Clean and verify die surfaces. Confirm alloy specifications and chemistry. Check temperatures. Review shot profiles. Assess venting and vacuum. Examine gating and overflow function. Then escalate to design changes.
Corrective Actions
Adjust process first: set melt and die temperatures to suit the alloy, tune first and second stage injection speeds, and raise holding pressure where shrink porosity appears. Compromise fast fill with air evacuation to minimize gas porosity.
Maintain dies and machines on a rigorous PM schedule. Clean vents and overflows, re-lap wear areas, check ejector alignment and calibrate shot-end hydraulics. Many common defects disappear with simple reconditioning.
Redesign when necessary. Make venting better and put in overflow launders. Reshape runners and gates. Optimize draft angles and stress riser relief. Employ superior release agents and targeted application to reduce drag and flow lines. Train teams and bottleneck fixes so changes stick across shifts and sites.

Conclusion
Die casting still produces tight parts at high speed and low scrap. At die casting, teams hit repeat size, clean faces, and sharp threads. Plants experience a brief cycle time and low unit cost. The tradeoffs stay clear: tool cost, heat check, porosity risk, and alloy limits. Intelligent regulation slashes the overwhelming majority of issues. Clean melt, right gate size, tuned fill time, and steady die lube are essential. Track shot curves, die temperature, and vacuum level. Repair drift early, not late.
For what’s next, align method to necessity. Require thin walls for EV housings. Go high pressure with vacuum. Need ductile valve parts? Choose zinc or low pressure. Need a tight leak rate on pump bodies? Go squeeze cast. Need to look at a print or do a DOE run? Connect. Our team can exchange data, samples and lead time.
Frequently Asked Questions
What is die casting?
Die casting is a metal casting process characterized by high pressure, where molten aluminum is injected into a steel mold (die). This method yields accurate, reproducible components with fine finishing, making it ideal for high-volume manufacturing in automotive, electronics, and appliances.
How does the die casting process work?
Molten aluminum is injected into a hardened steel die during the die casting process at high pressure. The part freezes quickly and then ejects. The cycle repeats, with post-processing involving trimming, machining, and surface finishes to ensure tight tolerances and high productivity.
What are the main die casting methods?
The primary die casting processes are hot chamber and cold chamber die casting. The hot chamber process is suitable for low-melting point metals like zinc and magnesium, while cold chamber die casting effectively manages higher-melting alloys such as aluminum and brass, enhancing the quality of cast parts.
Which materials are commonly used in die casting?
Typical alloys used in die casting processes include aluminum, zinc, and magnesium. Aluminum die castings provide strength and light weight, while zinc die casting offers superior detail and thin walls. Magnesium is the lightest structural metal, making it suitable for various industries. Brass and copper alloys are less common due to cost.
What are the benefits and drawbacks of die casting?
Benefits of die casting services include high accuracy, fast cycles, thin walls, and great surface finishes. However, drawbacks like high tooling costs, limited part size, and porosity risks exist. This process is perfect for high volumes, while prototyping and low volumes may favor other casting processes.
How is quality controlled in die casting?
We guarantee quality with resilient tool design and die casting services, incorporating process monitoring and inspections. Methods include X-ray for porosity, dimensional inspections, and metallography to enhance consistency and reduce defects.
What trends are shaping the future of die casting?
Top trends in die casting services include lightweighting, automation, and digital twins. Vacuum and semi-solid die casting processes minimize or eliminate porosity, while recycled aluminum alloys reduce impact. Real-time sensors and AI optimize casting process parameters, increasing yield and traceability.