


Precisión Servicios de fundición a presión
Entregando tolerancias ajustadas, calidad estable y componentes casi de forma neta para aplicaciones industriales exigentes.

99.6%
Tasa de aprobación de inspección
26
Años de experiencia
ISO
Certificado ISO 9001:2015
100%
Control interno
nuestras capacidades de fabricación de fundición a presión
La fundición a troquel personalizada es un tipo de fundición en forma neta. Es un proceso diseñado específicamente para la producción de alto volumen de componentes metálicos de precisión, lo que lo convierte en el método preferido para la fabricación de conectores eléctricos duraderos, sujetadores industriales y carcasas estructurales complejas. Mediante la inyección a alta presión, ofrecemos una repetibilidad dimensional excepcional y una alta relación resistencia-peso, lo que reduce los costos unitarios y acorta los plazos de entrega para proyectos OEM a gran escala. Este proceso se adapta particularmente bien a los componentes que requieren alta integridad estructural, superficies lisas y pintabilidad directa.
Capacidad
Descripción
tolerancia dimensional
Hasta ±0.01 mm (mediante mecanizado secundario)
Espesor Mínimo de Pared
Típicamente 1.0–4.0 mm dependiendo de la geometría y la aleación (se pueden obtener secciones más delgadas con soporte de diseño)
Diámetro del agujero
Fundición de agujeros >3 mm
Ángulo de borrador
Mín 0.5° (Recomendado 1° - 2°)
Vida Máxima del Troquel (Número de Ciclos)
Zinc: 1 000 000 / Magnesio, Aluminio: 100 000+
Tiempo de entrega
20 - 25 Días (incluye herramientas)
CMM
100 PIEZAS
¿Por qué FERR?
Como fabricante líder de fundición a presión, utilizamos un avanzado sistema de fundición a presión de alta presión con monitorización de inyección en tiempo real para mantener un control de presión estable y un flujo de metal constante en cada ciclo.
Enfoque de Fabricación
Nuestro proceso de fundición a presión de alta resistencia está diseñado para ofrecer una gran integridad estructural, un rendimiento constante del ciclo y eficiencia de costos en la producción de alto volumen.
DFM Avanzado y Moldes de Alto Rendimiento
Antes de que comience la fabricación de moldes, nuestros ingenieros realizan un análisis detallado del flujo del molde para optimizar el sistema de compuertas, los canales de desbordamiento y el diseño de refrigeración. Esto ayuda a reducir el riesgo de atrapamiento de aire, contracción y desequilibrio térmico. Utilizamos acero de trabajo en caliente H13 de primera calidad con tratamiento térmico al vacío para ayudar a mejorar la durabilidad del molde, la estabilidad térmica y la consistencia dimensional para la producción a largo plazo.
Proceso de Fundición a Presión Controlado en Tiempo Real
Nuestro equipo de fundición a presión está equipado con un sistema de monitoreo de inyección en tiempo real que rastrea la velocidad de inyección y la presión de intensificación durante cada ciclo. El control preciso del proceso de fundición a presión multietapa ayuda a mejorar la densidad de la pieza y la calidad de la superficie, lo que permite acabados adecuados para pintura directa en muchas aplicaciones.
Conformado Preciso Cercano a la Forma Neta y Mecanizado CNC Integrado
Nuestra capacidad de fundición a presión admite geometrías complejas de forma casi neta, lo que reduce significativamente los requisitos de mecanizado secundario. Para las superficies de acoplamiento críticas, nuestros centros de mecanizado CNC internos proporcionan el acabado final a las tolerancias especificadas, con una precisión de hasta ±0,01 mm en las características designadas.
Inspección por Rayos X (RX) y Garantía de Calidad Trazable
Para controlar defectos internos como la porosidad, aplicamos métodos de ensayo no destructivos que incluyen el ensayo de rayos X (RT). Además, se utilizan máquinas de medición por coordenadas (CMM) para la verificación dimensional. Cada lote se suministra con certificados de material e informes de inspección para garantizar la trazabilidad completa.
Operaciones Secundarias y Tratamiento de Servicios de Fundición a Presión que Ofrecemos
Tipos de procesos de fundición a presión
Nuestro proceso de fundición a presión de alta resistencia está diseñado para ofrecer una gran integridad estructural, un rendimiento constante del ciclo y eficiencia de costos en la producción de alto volumen.
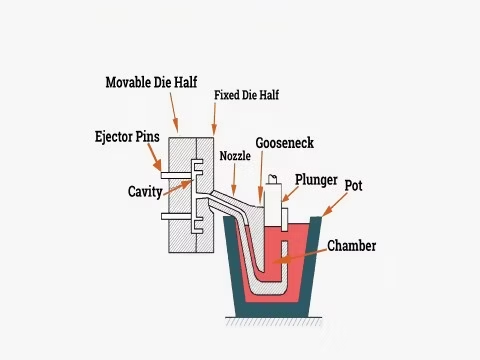
Fundición a presión en cámara caliente
La fundición a presión en cámara caliente (cuello de ganso) integra el sistema de fusión e inyección dentro de la máquina. El metal fundido se succiona directamente a la cámara de inyección y se inyecta rápidamente en el troquel. Esta configuración permite tiempos de ciclo rápidos y una alta eficiencia de producción, lo que la hace ideal para aleaciones de bajo punto de fusión como el zinc y el magnesio.
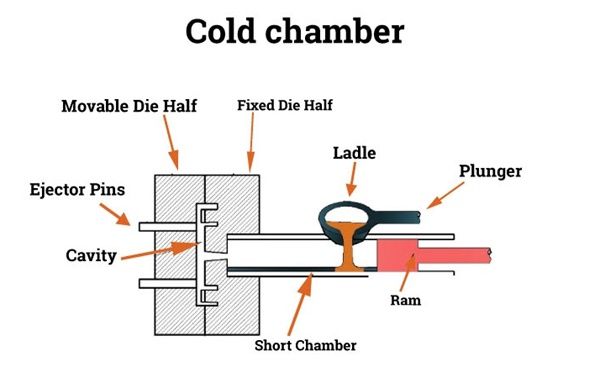
Fundición a presión en cámara fría
La fundición a presión en cámara fría utiliza un horno separado para fundir el metal antes de la inyección. La aleación fundida se transfiere a la manga de inyección, donde un émbolo la fuerza en el troquel bajo alta presión. Este proceso es ideal para aleaciones de punto de fusión más alto, especialmente aluminio. Al aislar el sistema de inyección de la exposición continua al calor, mejora la durabilidad del equipo y la estabilidad del proceso.
Materiales Metálicos para Fundición a Presión
En FERR, ofrecemos una variedad de soluciones probadas de materiales para fundición a presión, incluyendo aleaciones como aluminio, zinc y magnesio. Puede obtener más información sobre los principales tipos de materiales para fundición a presión que admitimos y sus aplicaciones típicas en las siguientes secciones. Si tiene requisitos específicos de material o grado, no dude en ponerse en contacto con nuestro equipo de ingeniería y le ofreceremos el proceso de fundición y la solución de costos óptimos.
| Equipo / Familia de Aleaciones | Tamaño del molde / Característica de fundición | Proceso | Materiales adecuados | Aplicaciones Típicas |
|---|---|---|---|---|
| A360.0 | Estabilidad a alta temperatura | Cámara fría | Aleación de aluminio | Componentes del motor, disipadores de calor, piezas bajo el capó |
| A380.0 | Equilibrio de fuerza y lance | Cámara fría | Aleación de aluminio | Carcasas, soportes, cerramientos industriales generales |
| A383.0 (ADC12) | Geometría compleja de pared delgada | Cámara fría | Aleación de aluminio | Electrónica de consumo, carcasas de LED, piezas de interior de automóviles |
| A413.0 | Estanqueidad a la presión y conductividad térmica | Cámara fría | Aleación de aluminio | Cuerpos de válvulas hidráulicas, carcasas de bombas, cubiertas de transmisión eléctrica |
| Equipo / Familia de Aleaciones | Tamaño del molde / Característica de fundición | Proceso | Materiales adecuados | Aplicaciones Típicas |
|---|---|---|---|---|
| AZ91D | La mayor resistencia a la corrosión entre las aleaciones de Mg | Cámara fría | Aleación de magnesio | Paneles de instrumentos automotrices, carcasas de baterías de bicicletas eléctricas |
| AM60B | Alta ductilidad y absorción de impacto | Cámara fría | Aleación de magnesio | Volantes, estructuras de asientos, componentes relacionados con choques |
| AM50A | Buen equilibrio de resistencia y elongación | Cámara fría | Aleación de magnesio | Carcasas de herramientas eléctricas, marcos de computadoras portátiles, estructuras de drones |
| ZK61A | Alta resistencia para la industria aeroespacial | Cámara fría | Aleación de magnesio | Soportes aeroespaciales, piezas estructurales ligeras |
| Equipo / Familia de Aleaciones | Tamaño del molde / Característica de fundición | Proceso | Materiales adecuados | Aplicaciones Típicas |
|---|---|---|---|---|
| Zamak 2 (ZA-2) | Mayor dureza y resistencia a la fluencia | Cámara caliente | Aleación de zinc | Pestillos de alta resistencia, carcasas de cerradura, componentes de la caja de cambios |
| Zamak 3 (ZA-3) | Excelente ductilidad y resistencia al impacto | Cámara caliente | Aleación de zinc | Piezas de precisión en general, soportes, manijas, carcasas |
| Zamak 5 | Mayor resistencia que Zamak 3 | Cámara caliente | Aleación de zinc | Ferretería automotriz, accesorios industriales |
| ZA‑8 / ZA‑12 | Alta resistencia y buenas propiedades de apoyo | Cámara caliente | Aleación de zinc | Pequeños componentes estructurales, fundición de pared delgada (≤0,5 mm) |
Nuestra Exhibición de Productos
Nuestras piezas de fundición a presión están diseñadas para cumplir con los exigentes requisitos de aplicaciones en todo el mundo. para discutir los requisitos de su proyecto. Ponte en contacto para discutir tu proyecto

Piezas de carcasa de hardware fundidas por gravedad de aleación de aluminio de alta calidad
Componentes de bombas y válvulas de fundición de aluminio.
Fundición por gravedad de aluminio para el sector de la automoción
Gancho de aluminio fundido a presión de precisión para lavadora
Servicios de Fundición de Precisión para Piezas de Vehículos
Procesamiento de Soluciones de Fundición Personalizadas para Componentes de Lavadoras Domésticas de Aleación de Aluminio
Piezas de fundición a presión de aluminio personalizadas para motocicletas
Fundiciones a presión de aluminio geométricas complejas.
Carcasa de Caja Electrónica de Fundición a Presión de Aluminio Personalizada
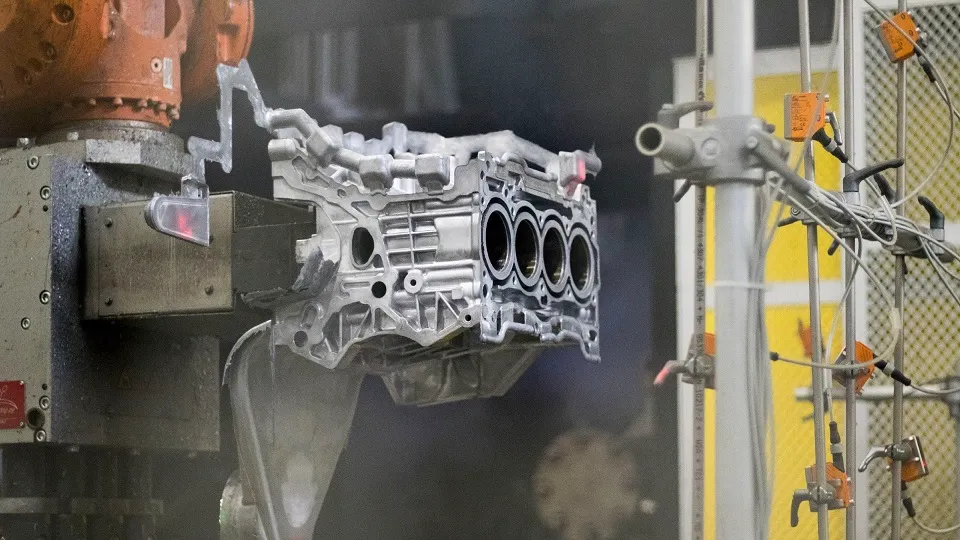
Pieza de carrocería de motor de aluminio fundido a presión
Fundición de carcasa de motor de aluminio
Piezas automotrices de aluminio fundido a presión de aleación de aluminio












¡Hablemos de tu próximo proyecto!
Ya sea que tengas planos detallados o solo una idea, estamos listos para escuchar.
No tengo dibujos completos, ¿puedo enviar una consulta?
Sí, podemos ayudarte a analizar según tu descripción, muestras y fotos.
No estoy seguro si puedes hacer mis partes.
La mayoría de nuestros clientes acuden a nosotros porque “otros dicen que no pueden hacerlo”.
¿Es usted una fábrica o un comerciante?
Somos una fábrica y contamos con un equipo de gestión de proyectos que puede manejar la tecnología, el costo y la entrega al mismo tiempo.
Empezar una nueva cita
 Subir tus archivosObtener una cotización ahora
Subir tus archivosObtener una cotización ahora
 Subir tus archivosObtener una cotización ahora
Subir tus archivosObtener una cotización ahoraArchivos STEP STP SLDPRT IPT PRT SAT IGES IGS CATPART X_T OBJ STL
¿Qué es el moldeo a presión?
El moldeo a presión es un proceso de fabricación de alta eficiencia en el que metal fundido, típicamente aleaciones de aluminio, zinc o magnesio, se inyecta a alta presión en un troquel de acero diseñado con precisión. Se utiliza ampliamente para producir piezas metálicas fuertes y complejas con una excelente consistencia dimensional y calidad de superficie.
Optimizada para producción de alto volumen, la fundición a presión permite componentes con formas casi finales, paredes delgadas y detalles finos, al tiempo que reduce significativamente el mecanizado secundario en comparación con muchos otros procesos de conformado de metales.
Preguntas frecuentes sobre fundición a presión
No existe un precio “único para todos” en la fundición a presión. El costo total de tu proyecto depende de cuatro factores clave:
- Herramental (el molde): la inversión inicial que define la geometría de tu pieza
- Volumen de material – tipo de aleación, peso de la pieza y tasa de desperdicio
- Complejidad de la pieza – socavados, roscas, insertos y tolerancias dimensionales
- Cantidad de producción: los volúmenes más altos reducen drásticamente el costo por pieza
- Volumen de producción: los costes de utillaje y puesta a punto se amortizan con cada pieza que se funde. Pasar de 1.000 a 100.000 unidades puede reducir el precio unitario entre un 50 % y un 80 %.
Complejidad – Características como paredes delgadas (≤1 mm), tolerancias ajustadas (±0.01 mm) o cavidades internas aumentan el diseño, la construcción del molde y el tiempo de ciclo.
-
Producción de Alta Velocidad – Ideal para escalar desde tiradas piloto (cientos) hasta producción en masa (millones) con tiempos de ciclo tan bajos como unos pocos segundos.
-
Acabado superficial superior – Las piezas salen lisas y consistentes, a menudo listas para galvanizado, pintura o ensamblaje directo para la venta.
-
Tolerancias ajustadas – FERR admite dimensiones de hasta ±0.01 mm, eliminando el mecanizado secundario en la mayoría de las características.
-
Geometrías Complejas – Combine varios componentes en una única pieza fundida — reduzca el costo de ensamblaje y mejore la confiabilidad.
La porosidad es el principal enemigo de los componentes de fundición a presión herméticos y de alta resistencia. En FERR, la combatimos con un sistema de defensa de cuatro capas de eficacia probada:
- Fundición por vacío - Evacuamos el aire de la camisa de inyección y la cavidad antes de la inyección, lo que reduce drásticamente el atrapamiento de gas.
- Diseño optimizado de compuerta y rebose: nuestras simulaciones de flujo (Magma/Flow-3D) garantizan un llenado laminar y expulsan el aire lejos de las zonas críticas.
- Control preciso del proceso – Monitorización en tiempo real de la velocidad del émbolo, la presión de intensificación y la temperatura del metal para evitar turbulencias.
- Validación de calidad posterior a la fundición: inspección por rayos X y tomografía computarizada en lotes de muestras para verificar la integridad interna, además de sellado de impregnación opcional para aplicaciones herméticas a la presión.
Al diseñar piezas para fundición a troquel, se deben abordar varias consideraciones clave para garantizar un rendimiento óptimo, facilidad de fabricación y eficiencia en costos. En FERR, nuestro equipo de ingeniería trabaja contigo desde la fase de diseño para evitar errores comunes y optimizar la producción.
-
Espesor de la pared – Mantener un espesor de pared uniforme para promover un enfriamiento y solidificación uniformes, reduciendo el riesgo de deformaciones, marcas de hundimiento o tensiones internas. Se prefieren paredes más delgadas para tiempos de ciclo más rápidos y ahorro de material, pero la viabilidad depende de la aleación y la geometría de la pieza. FERR puede producir paredes de hasta 0.5 mm en zinc y 1 mm en aluminio/magnesio.
-
Ángulos de borrador – Incluir ángulos de desmoldeo para asegurar la fácil extracción de la pieza fundida del molde sin dañar la superficie o el molde. Se recomienda un ángulo de desmoldeo mínimo de 1° a 2° para las paredes exteriores y hasta 3° para las cavidades internas, dependiendo de los requisitos de profundidad y acabado superficial.
-
Redondeos y chaflanes – Utilice filetes y radios en todas las esquinas internas y externas para eliminar los bordes afilados, que pueden causar concentraciones de tensión e inicio de grietas. Los radios adecuados también mejoran el flujo del metal fundido, reducen la turbulencia y prolongan la vida útil del troquel.
-
Sistema de compuertas – Diseñar un sistema de bebedero eficiente para guiar el metal fundido hacia la cavidad con mínima turbulencia y atrapamiento de aire. FERR utiliza simulación avanzada de flujo (Magma/Flow‑3D) para optimizar la ubicación de los bebederos, el diseño de los canales y la colocación de los rebosaderos para cada pieza.
-
Desahogo – El venteo adecuado es esencial para permitir que el aire y los gases escapen de la cavidad del molde durante la inyección. Un venteo inadecuado provoca porosidad, fríos o llenado incompleto. FERR integra conductos de ventilación de precisión y opciones de asistencia de vacío para componentes sensibles a la porosidad.
-
Simplificando Geometría – Simplifique la geometría de las piezas siempre que sea posible para evitar socavados, correderas o extracciones complejas del núcleo que aumenten el costo de las herramientas y el tiempo de ciclo. Cuando los socavados sean inevitables, los ingenieros de herramientas de FERR pueden proponer diseños de acción lateral rentables.
Sí. El post-procesamiento de las piezas de fundición a presión no solo es posible, sino que a menudo es necesario para lograr tolerancias más estrictas, superficies más lisas o características que no se pueden fundir directamente. En FERR, ofrecemos internamente Mecanizado CNC, taladrado, roscado, fresado y torneado como operaciones secundarias.
¿Por qué publicación de máquina en FERR?
-
Lograr tolerancias superiores a ±0.01 mm para superficies de acoplamiento críticas
-
Agrega detalles finos como pequeños agujeros, roscas o socavados
-
Corregir imperfecciones cosméticas menores o porosidad localizada
-
Prepare las superficies para el revestimiento, la pintura o el ensamblaje
Al combinar el moldeo a presión con el mecanizado de precisión posterior, FERR ofrece lo mejor de ambos mundos: la alta velocidad y la forma cuasi-neta del moldeo, y la precisión del mecanizado CNC para sus dimensiones más exigentes.
Proceso de servicio
1
Proporciona dibujos 3D
Envíanos tu concepto o idea inicial y nuestro equipo de expertos creará dibujos 3D precisos para hacer realidad tu visión.
2
Evalúa la cita
Una vez que recibamos sus planos, evaluaremos las especificaciones y le proporcionaremos una oferta competitiva
3
Fabricación
Tras la aprobación, comenzamos el proceso de fabricación utilizando técnicas avanzadas y materiales de alta calidad.
4
Pedir entrega
Una vez que su producto esté listo, coordinaremos una entrega oportuna que se ajuste a su horario.
Empecemos
- Obtenga tiempos de entrega estándar de 3 días para piezas sencillas entre 10 mm x 10 mm y 200 mm x 200 mm. Cargue su pieza para ver si es apta.
¿Listo para comenzar su proyecto de fabricación personalizado?
Sube tus planos técnicos (STEP, IGES, PDF) para una pre-auditoría de ingeniería. Te proporcionaremos información DFM procesable y una estructura de costes transparente en 24 horas.
Iniciar Cotización de Producción
- Todos los archivos de producción son seguros y confidenciales.